Как правило заготовка очень сильно отличается от детали и приходится срезать с заготовки большое количество материала. При соблюдении режимов резания это приводит к увеличению количества черновых проходов при обработке. И все бы ничего, но все эти проходы требуется запрограммировать. Мы уже умеем задавать направление движения инструмента:
и запрограммировать эти движения технически не составляет трудностей, но правильнее для таких задач использовать циклы обработки.
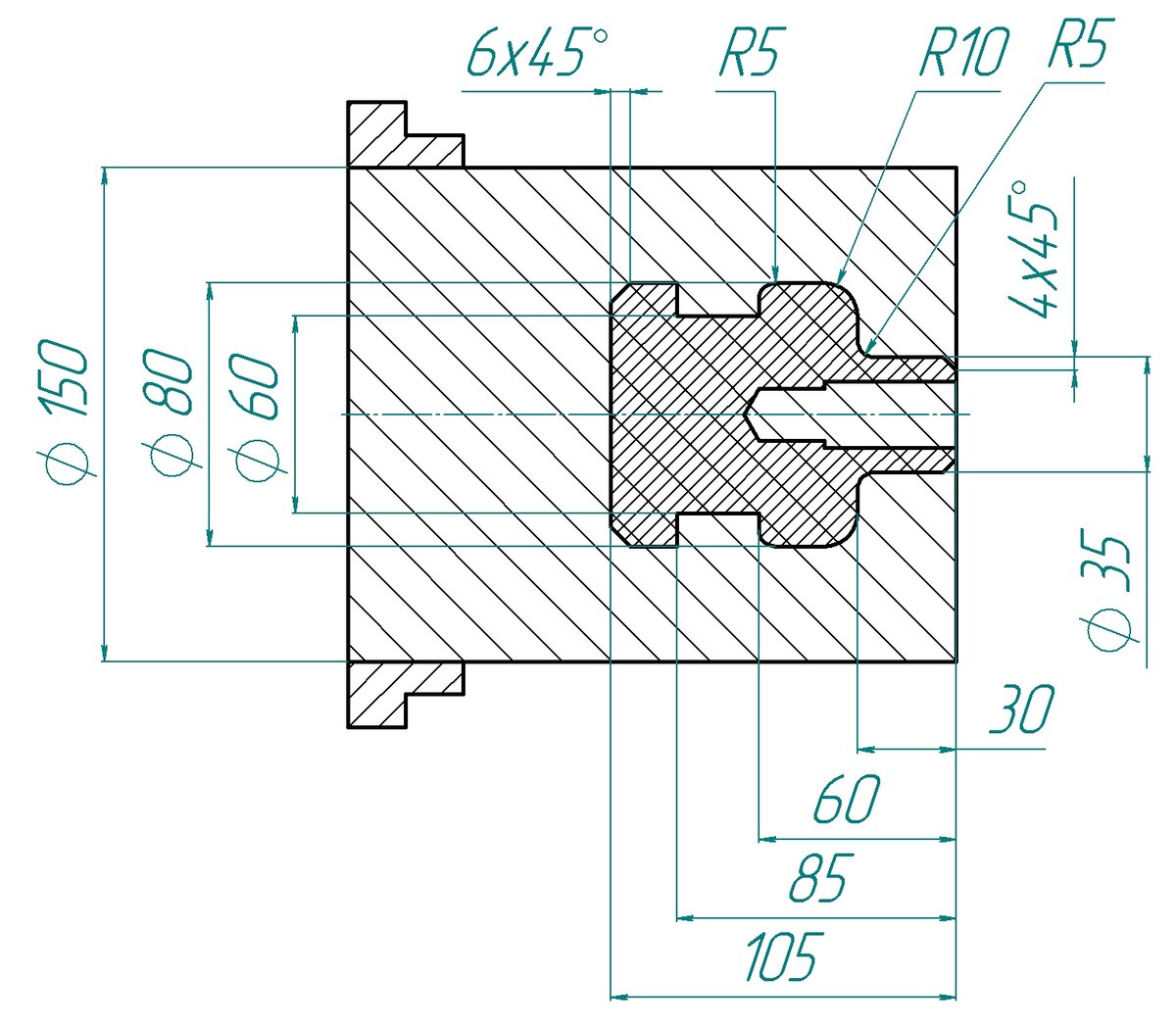
Для наглядности работы циклов буду намеренно брать большие заготовки и делать из них небольшие детали (торец уже подрезан):
Общая информация о циклах обработки
- Обтачивание заготовки может быть черновое, чистовое или комплексное.
- Инструмент может двигаться внутри заготовки (в отверстии) или снаружи.
- Рабочие движения могут быть вдоль заготовки или поперек.
В соответствии с чем принята нумерация циклов при программировании:
- Черновая - снаружи - вдоль
- Черновая - снаружи - поперек
- Черновая - внутри - вдоль
- Черновая - внутри - поперек
- Чистовая - снаружи - вдоль
- Чистовая - снаружи - поперек
- Чистовая - внутри - вдоль
- Чистовая - внутри - поперек
- Комплексная - снаружи - вдоль
- Комплексная - снаружи - поперек
- Комплексная - внутри - вдоль
- Комплексная - внутри - поперек
Общая информация о создании контура обработки
При задании контура все движения инструмента делятся:
1. прямолинейные движения от текущей к следующей точке по прямой:
- G1 X... Z...
2. движения по дуге от текущей к следующей точке по радиусу
- G2 X... Z... CR=... - по часовой стрелке к точке... по радиусу...
- G3 X... Z... CR=... - против часовой стрелке к точке... по радиусу...
3. скругление между пересечением двух движений
- X... Z... RND=... - скругление пересечения в точке...
4. фаска на пересечении двух движений
- X... Z... CHR=... - фаска на пересечении двух перпендикулярный движений
- X... Z... CHF=... - фаска размерная на пересечении двух НЕ перпендикулярных движений.
Порядок работы с циклами:
- Выбрать обрабатываемый контур и инструмент, который сможет в одиночку обработать этот контур.
- Создать файл УП для контура
- Создать файл УП для обработки заготовки
Пример обработки по контуру
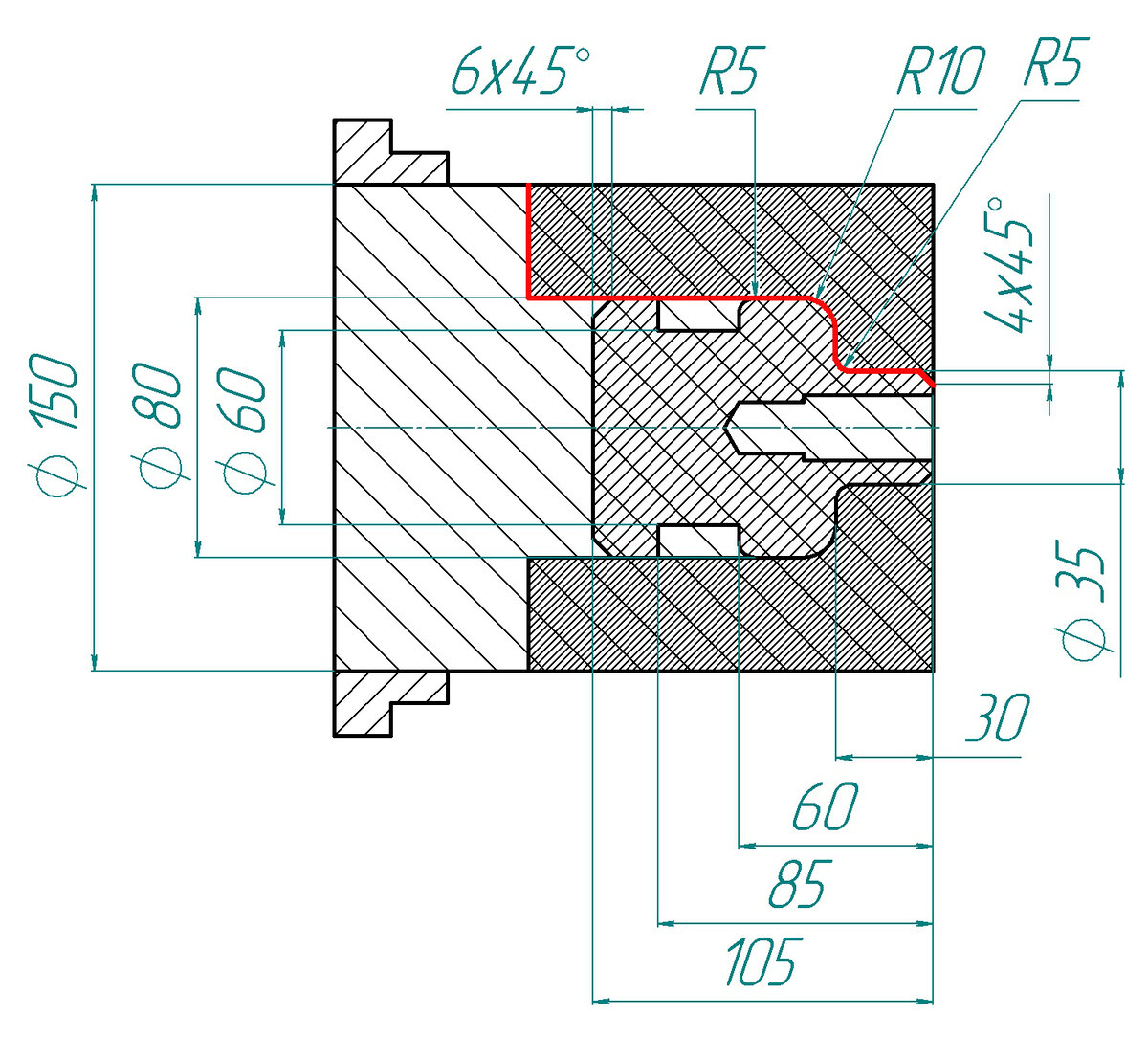
Если мы возьмем проходной упорный резец, то при движении снаружи заготовки вдоль ее оси - он сможет сделать нам следующий контур с черновой и чистовой обточкой:
Названия файлов с циклами обработки контуров начинаются с буквы L (иначе будут ошибки при последующей работе с ними). Создадим файл контура L31 для проходного упорного резца и заполним его:
Элементы контура записываются в том порядке, как пойдет резец при чистовой обработке за один раз (без отрыва от заготовки).
Т.к. фаску 4 мм мы задаем кодом CHR=4, то должны быть движения как до нее, так и после - должны быть точки вне фаски. В данном случае я поставил точку немного ниже фаски. Это замечание относится и для случаев скруглений.
M17 - команда завершения цикла обработки и возврата в основную программу.
Основная УП
В основной программе (назовем ее OBRABOTKA9) вызовем инструмент и настроим режимы резания
Для перехода к обработке контура сначала нажимаем кнопку Turning, а потом Stock removal - меню настройки контура обработки:
Заполнение настроек цикла:
- NPP - название файла контура
- MID - глубина врезания на один проход
- FALZ - припуск на чистовую обработку по оси Z (вдоль заготовки)
- FALX - припуск на чистовую обработку по оси Х (поперек заготовки)
- FAL - припуск на чистовую обработку по контуру
- FF1 - подача для черновой обработки без торцевого резания
- FF2 - подача для погружения в элементы торцевого резания
- FF3 - подача для чистовой обработки
- VARI - тип обработки (12 вариантов указанные выше)
- DT - длительность обработки для облома стружки при черновой обработке
- DAM - длина пути, после которого каждый шаг черновой обработки прерывается для облома стружки
- VRT - путь отвода контура при черновой обработке
Для завершения и принятия настроек цикла нажимаем OK.
Цикл добавлен в УП и теперь завершаем программу командой М30.
Перед обработкой можно посмотреть траектории движения инструмента:
#чпу #обучение