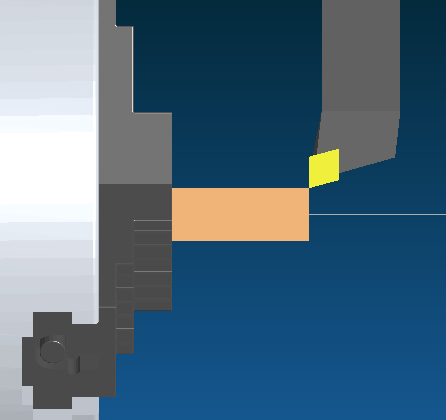
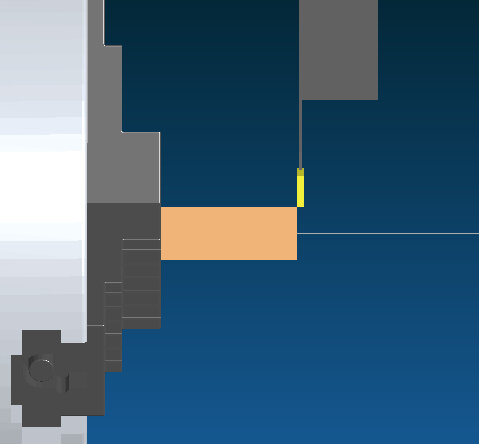
После того как мы установили заготовку:
привязали к ней инструмент:
мы можем заставить это инструмент двигаться по определенным траекториям, придавая заготовке форму, заданную чертежом.
Сообщать станку о своих требованиях можно разными способами и для этого существуют несколько режимов работы станка:
Режимы:
- JOG - ручной режим (используется для наладки станка)
- MDA (MDI) - автоматическая работа из командной строки
- AUTO - автоматическая работа по управляющей программе
Для изучения простейших операций наилучшим образом подходит режим MDA - командная строка.
Начнем.
Я установил заготовку диаметром 20 мм и длинной 80 и привязал к ней проходной упорный и отрезной резцы
Зашел в режим MDA
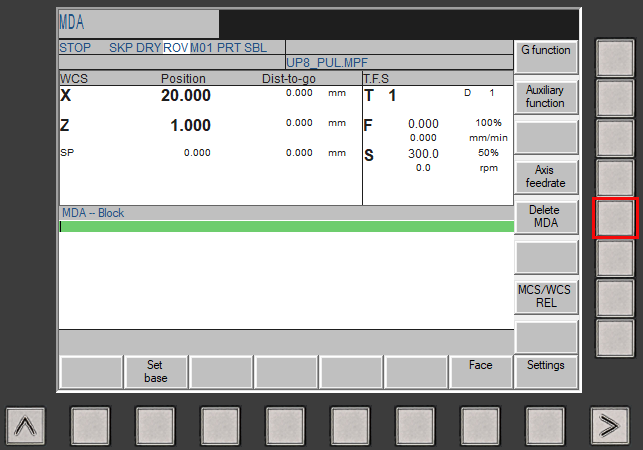
На картинке видны:
- T - активная ячейка револьверной головки - вызвана ячейка №1 (в нее установлен проходной упорный резец)
- F - подача инструмента
- S - скорость вращения шпинделя
- координаты резца Х=20 (диаметр) и Z=1, т.е. на подрезку торца выделен 1 мм.
- видна командная строка с активной строкой зеленного цвета.
Удалять текст из командной строки можно с клавиатуры (как обычно), либо кнопкой Delete MDA - очистка всей командной строки.
Имеется возможность писать комментарии, для чего перед комментарием ставится ; и все что записано в строку после считается комментарием, т.е. не учитывается компьютером.
Вводимые команды выполняются построчно. Строки принято называть кадрами. Для выполнения записанных команд нажмите кнопку CYCLE START
На картинке выше также виден маховик регулировки подачи - он установлен на 100%: в строке мы будем задавать величину подачи, а процент ее выполнения можно задать маховичком. Это очень удобно, т.к. наблюдая за выполнением операций можно уменьшить % и увидеть обработку в замедленном темпе либо остановить обработку совсем (0%).
Порядок действий
Все работы по преобразованию заготовки в деталь называются технологией и общий ее порядок следующий:
- Вызываем необходимый инструмент
- Настаиваем режимы резания (скорость вращения шпинделя, величина подачи инструмента)
- Включаем шпиндель
- Обрабатываем заготовку
- Выключаем шпиндель
Скорость вращения шпинделя
Перед написанием приказов, хотел остановится на скорости вращения шпинделя.
Скорость вращения шпинделя определяет скорость резания - скорость срезания материала в метрах за одну минуту (м/мин). Заготовка у нас цилиндрическая. За один оборот резец проходит текущую длину окружности и если у нас длина окружности 100 мм и заготовка вращается со скоростью 200 об/мин значит скорость резания в данный момент 100*200 мм/мин = 200 м/мин.
При преобразовании всех этих взаимосвязанных величин и при разумных приближениях получается формула, удобно применимая на практике:
n = 320*V/D
n - скорость вращения об/мин
V - скорость резания м/мин
D - диаметр заготовки в мм
И если в справочнике для материала написана скорость резания 120 м/мин, то для нашей заготовки с диаметром 20 мм это будет означать 1920 об/мин.
Т.к. диаметр заготовки при обработке уменьшается, то при задании определенного количества об/мин скорость резания будет уменьшаться в след за уменьшением диаметра. Поэтому сделаны два варианта слежения за скоростью резания:
- G97 - постоянное количество об/мин шпинделя
- G96 - постоянная величина скорости резания в м/мин (автоматическое увеличение об/мин при уменьшении диаметра)
При этом сама скорость резания задается:
- для G97 в об/мин - S1920
- для G96 в м/мин - S120
Направление вращения шпинделя
Управлять направлением вращения шпинделя можно автоматически:
- M3 - по часовой стрелке
- M4 - против часовой стрелки
или с помощью кнопок:
Первая операция - подрезка торца
Вызов инструмента и режимы резания:
- T1 - вызываю инструмент №1 - проходной упорный:
- G96 S120 M3 - постоянная скорость резания 120 м/мин с вращением шпинделя по часовой стрелке
- F0.2 - подача инструмента (толщина стружки) 0,2 мм
Движение инструмента (подача) может быть:
- G0 - подвод/отвод со скоростью примерно 1 м/сек
- G1 - рабочее движение с той скоростью, которую мы задали (F=... мм/оборот)
Поставим инструмент выше заготовки (для безопасности) и только потом подведем к ней:
- G0 X50 - поднял инструмент
- X25 Z0 - подвел к заготовке
Подрежем торец:
- G1 X-1
Отведем инструмент:
- G0 Z2
Остановим программу:
- М30
Результат:
Проточим наружную поверхность
Далее дописывать программу буду, отодвигая команду остановки M30
Проточим наружную поверхность до диметра 18 на длину 40 мм
Подведем инструмент:
- G0 X18
Проточим:
- G1 Z-40
Отведем инструмент:
- G0 X50
- Z5
Результат:
Наклонное линейное перемещение
На торце заготовки сделаем небольшой конус
- высота 10 мм,
- малое основание диаметром 15 мм.
Подведем инструмент на диаметр:
- G0 X15 Z2
- G1 Z0
Точим конус:
- X18 Z-10
Отводим инструмент:
- G0 X50 Z50
Результат:
Отрезка
Вызовем отрезной резец и отрежем конус
- T2 - вызываю инструмент №2
- G96 S120 M3 - постоянная скорость резания 120 м/мин с вращением шпинделя по часовой стрелке
- F0.05 - подача инструмента (толщина стружки) 0,05 мм
Подведем инструмент
- G0 X20 Z-10
Подрежем
- G1 X4
Уменьшим обороты вращения шпинделя, чтобы отрезанная часть не отлетела с огромной скоростью. Для этого установим постоянную скорость вращения 300 об/мин
- G97 S300
Дорежем до конца
- X-1
Отведем инструмент
- G0 X50 Z50
Результат:
Движение по радиусу
Движение по радиусу между двумя заданными точками задается командами:
- G2 - движение по часовой стрелке
- G3 - движение против часовой стрелки
- CR=.... - радиус движения
Частным случаем движения по радиусу является скругление.
Для скругления угла есть своя отдельная команда (подробнее о ней позже). Сделаем скругление 5 мм на торце заготовки.
Вызовем проходной упорный резец:
- T1 - вызываю инструмент №1 - проходной упорный:
- G96 S120 M3 - постоянная скорость резания 120 м/мин с вращением шпинделя по часовой стрелке
- F0.2 - подача инструмента (толщина стружки) 0,2 мм
Подведем инструмент. Диаметр заготовки 18. Выйдем на этот диаметр с торца с диаметра 8 по радиусу 5 на расстояние 5 мм от торца.
Подведем инструмент
- G0 X8 Z-8
- G1 Z-10
Сделаем скругление
- G3 X18 Z-15 CR=5
Отведем инструмент
- G0 X50 Z50
И результат:
#чпу #обучение