Это станок для резки листовых металлов на основе CO2-лазера, который был выпущен аж в 1993 году итальянской компанией Ferranti Photonics. Компания перестала существовать в 2005 году по понятным причинам: в середине нулевых все начали массово избавляться от станков с газоразрядными быстропроточными CO2-лазерами и ставить вместо них иттербиевые волоконные лазерные станки. Компания не смогла быстро перестроиться и поэтому не смогла конкурировать.
Модель этого лазера MF1500, мощность его излучения составляет 1,5 кВт, а в пике на протяжении нескольких секунд может достигать 2 кВт. На фото можно видеть, какой он огромный. Его потребляемая от сети мощность доходит до 30 кВт. И таким образом его КПД составляет примерно 5 процентов. И на сегодняшний день всё это не более чем металлолом. И если грубо сравнивать этот лазер с конкурентами, то он хуже чем Mazak, но лучше чем Хебр.
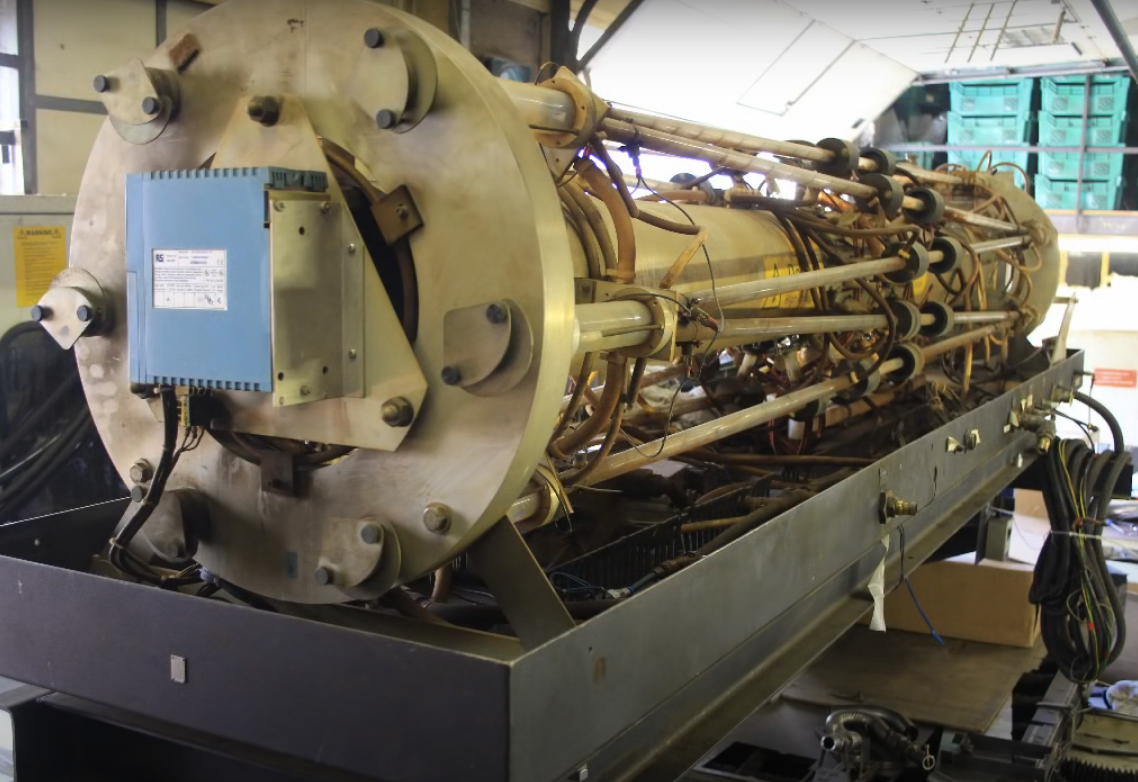
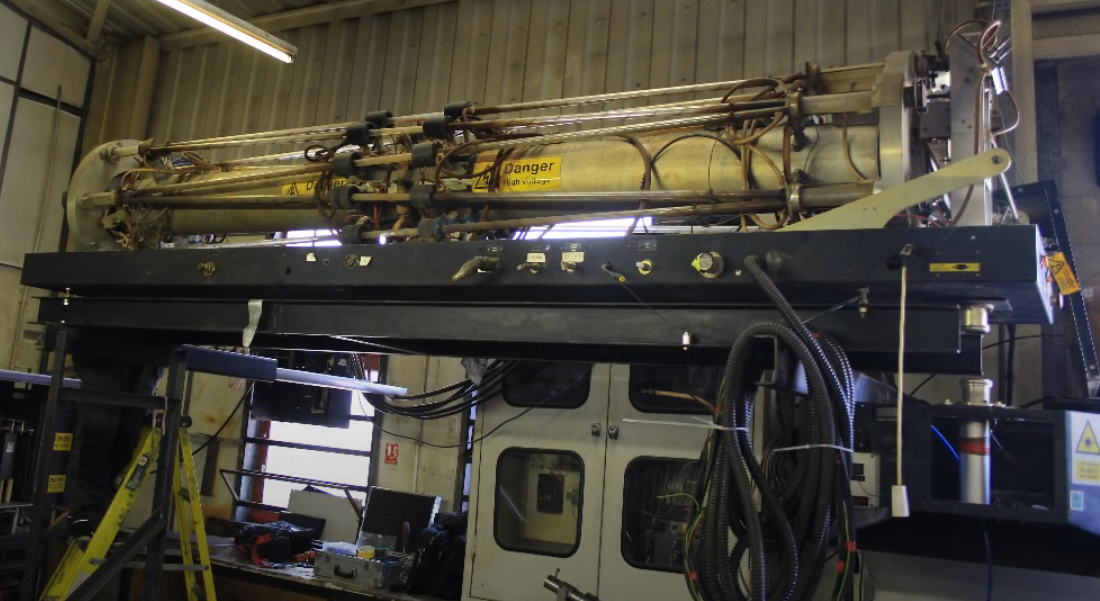
Как можно видеть, конструктивно блок генерации лазерного излучения собран на оптической скамье в виде трубы с двумя круглыми плитами на торцах. Всё это нужно для сохранения геометрической жёсткости, а иначе луч уйдёт в сторону. Тем более, что ему есть куда уходить, потому что совокупная длина главной оптической оси резонатора составляет 20 метров. И поэтому юстировка такого вот резонатора - это одна процесс очень сложный и утомительный.
Лазер относится к быстропроточным, потому что рабочая смесь газов циркулирует по разрядным трубкам из кварцевого стекла со скоростью 80 м/с (288 км/ч). Такая высокая скорость циркуляции нужна для того, чтобы прокачивать газы через теплообменники. Их здесь два: один на выходе из турбоцентробежного компрессора, а второй на выходе из газоразрядных трубок.
И если лазер потребляет около 30 кВт мощности, а в излучение переходит только 1,5, то 28,5 кВт - это тепло, которое нужно рассеять. На фото можно видеть асинхронник синего цвета - это электродвигатель турбины, которая прокачивает смесь газов по трубкам. Также можно видеть, что внутри трубок проложена медная токоведущая жила в виде спирали. Она нужна для более равномерного горения тлеющего разряда.
На электродную систему лазера подаётся постоянное напряжение до 28 тыс. вольт, при этом сила тока варьируется на уровне 1 ампера. Такое высокое напряжение нужно для качественного горения разряда внутри трубки. Плазма сходит с кольцевого электрода каждой из трубок и приходит на спиралевидный электрод, о котором говорилось выше. В результате между молекулами углекислого газа и азота возникает инверсная заселённость уровней, и генерируется индуцированное излучение. Оптический резонатор, который представляет из себя систему из зеркал, одно из которых полупропускающее, усиливает это излучение и выводит его из лазера.
Гелий в смеси из трёх газов активной среды выполняет функцию охлаждающего газа. Эти газы берутся из баллонов, затем подаются в специальный смеситель. Здесь они смешиваются в нужных пропорциях и идут в газодинамический контур лазера. При этом отработанная смесь газов непрерывно откачивается вакуумным насосом, потому что в процессе горения разрядов газы насыщаются компонентами самого лазера, а это фактически загрязнение, что приводит к ухудшению качества луча.
Чтобы получить из промышленных 380 В и трёх фаз постоянное напряжение в 28 тыс. вольт нужен повышающий трансформатор и выпрямитель.
Однако чтобы разряд в трубках лазера можно было поджечь мгновенно, здесь установлен так называемый рентгеновский предыонизатор. Он фактически загоняет рентгеновское излучение в разрядные промежутки лазера между электродами на доли секунды. Именно это и провоцирует быстрое возгорание тлеющего разряда.
Все теплообменники, через которые прокачивается смесь газов, заведены на водяное охлаждение.
Однако, чтобы такой тлеющий разряд горел ровно и без пульсаций, всю высоковольтную систему лазера подключают последовательно через балластные резисторы. Они охлаждаются в специальной ёмкости потоком масла.
Воду сюда заводить нельзя, поскольку резисторы под высоким напряжением. При этом крышка этой ванночки водоохлаждаемая. Т. е. масло забирает тепло у резисторов и отдаёт его на воду через плиту.
Все зеркала оптического резонатора крепятся на виброизолированных основаниях. Эти основания тоже заводятся на водоохлаждение, чтобы зеркала не нагревались. Как можно видеть, каждое зеркало имеет два юстировочных винта. Это значит, что одна точка крепления зеркала неподвижно, а две другие подвижные. Полная настройка луча такого лазера может занять от трёх дней до одной недели.
Стойка управления лазерным станком вызывает умиление, однако здесь можно даже писать простые программы и составлять несложные карты раскроя листа. Однако на практике так никто не делает. Программы пишутся автоматически при раскладке деталей на лист в специальном софте.
Режет такой станок сталь толщиной до 4 мм с отличным качеством. На толщине 5 мм качество реза падает. На толщине 6 мм появляются наплывы в зоне реза. Резка производится на раскройном столе с ЧПУ соплом диаметром 1,5 мм и вспомогательным газом кислородом.
Сейчас этот станок демонтирован и разобран. Нам удалось снять его, пока он был ещё в сборе.