Тепловоз
ТЭМ18ДМ - один из наиболее массовых маневровых тепловозов, выпускаемых в мире. За 14 лет Брянский машиностроительный завод выпустил более 2 тысяч локомотивов этой серии, которые работают как на путях общего пользования, так и на промышленных предприятиях.

Производство тепловозов ТЭМ18ДМ начато в 2007-м году. Этот локомотив стал результатом развития модели ТЭМ18, которую БМЗ выпускал с 1992-го года преимущественно для промышленных предприятий.
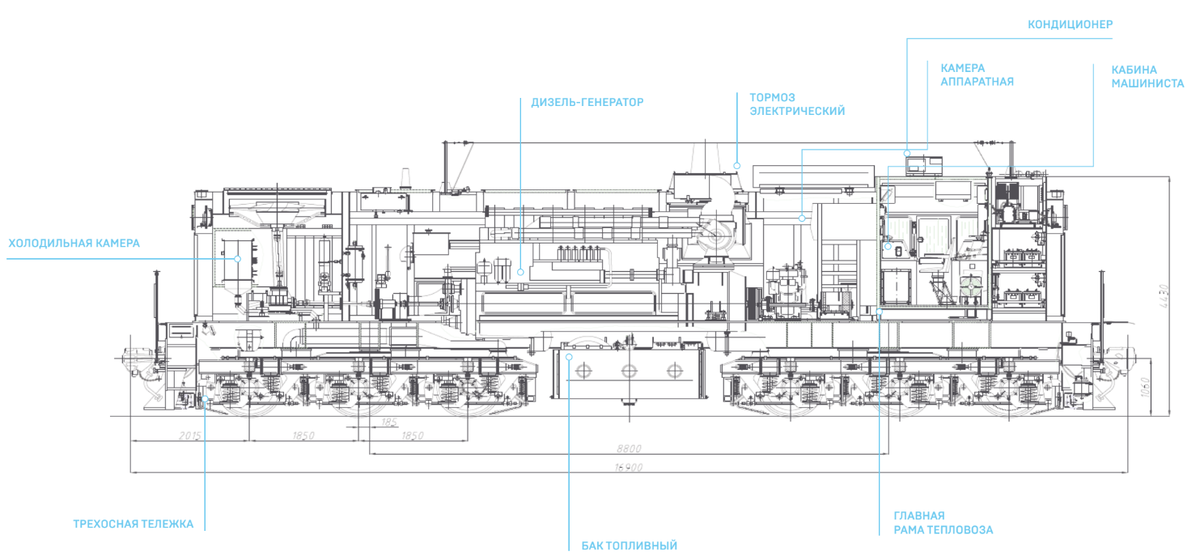
ТЭМ18ДМ получил дизель 1-ПДГ4Д, просторную кабину машиниста с системой микроклимата, микропроцессорную систему управления и диагностики (МСУД), современные пульты управления, унифицированные системы управления электропередачей и гребнесмазывания.
МСУД, установленная на тепловозе, собирает информацию о работе локомотива и формирует сообщения, отображаемые на дисплее машиниста. Кроме того, собранные данные можно переносить с борта тепловоза на персональный компьютер и с помощью специальной программы определять необходимость технического обслуживания или ремонта локомотива.
Чтобы минимизировать расход топлива, тепловоз оснастили системой автоматического запуска-остановки дизеля тепловоза, которая отключает или запускает двигатель, если его температура выходит за установленные граничные значения.
В результате ТЭМ18ДМ получился экономичнее и дешевле в обслуживании, чем ее предшественники. А уменьшение длины малого капота улучшило обзор из кабины машиниста.
В настоящее время БМЗ выпускает базовый вариант ТЭМ18ДМ и модификации, которые отличаются комбинацией дополнительных опций:
- установка тепловоза на тележки с шириной колеи 1435 мм - на такой колее локомотивы работают на приграничных станциях Калининградской области и на границе с Китаем;
- автосцепное устройство с изменяемой высотой оси автосцепки - необходимо для “приграничных” тепловозов, если на протяжении эксплуатации они будут ставиться то на тележки 1520 мм, то на тележки 1435мм;
- система осушки сжатого воздуха и электропневматического торможения - позволяет тепловозу комфортно работать с пассажирскими вагонами не только в депо или на станциях, но и в составе поездов (например, в пригородном сообщении на малодеятельных участках).
Производство
На протяжении последних пяти лет БМЗ выпускает более 180 единиц ТЭМ18ДМ в год, четверть которых отправляется на промышленные железные дороги.
Изготовление маневровых тепловозов начинается на заготовительном производстве. Здесь из стальных листов вырезают заготовки деталей для рамы, кузова и тележек тепловоза. В зависимости от толщины материала используют установки газовой (для стали толще 30 мм), плазменной (до 30 мм) и лазерной (до 8 мм) резки. Вырезанные заготовки проходят дробеметную очистку от окалины и ржавчины, а затем из них делают детали.
Для изготовления деталей используются более 70 единиц оборудования: профилегибочные станки, вырубные и формовочные штампы, гильотинные ножницы, листоправильная установка Kohler.
Заготовительное производство на БМЗ - единое для маневровых и магистральных локомотивов.
Сборка маневровых тепловозов выполняется в цехе маневровых тепловозов (ЦМТ1), который включает в себя участок крупноузловой сборки, участок сборки тепловозов и электромонтажных работ и участок испытаний.
Детали, необходимые для сборки тепловозов, поступают от заготовительного производства и Вагонкомплекта (подраздление группы компаний “Ключевые системы и компоненты”, входит в состав Трансмашхолдинга), на склад ЦМТ1, организованный по принципу супермаркета. Здесь их раскладывают в специальные ящики или на паллеты в строгом соответствии с технологическими операциями, в которых детали будут использованы.
На участке крупноузловой сборки собирают рамы, кабины, холодильные камеры, кузова, топливные баки. Собранные узлы грунтуются. Для этого участок оснащен покрасочной камерой.
Затем выполняется агрегирование узлов.
Сборку капотов выполняют на четырех сборочных позициях. Производство капотов одного тепловоза занимает 64 ч. За это время выполняется монтаж 524 деталей.
В кузов (капоты) устанавливают водяной бак, умывальник, выполняют электромонтаж, который не требует непосредственного подсоединения к узлам и агрегатам тепловоза, монтируют светильники и пожарные датчики.
Кабина ТЭМ18ДМ состоит из 946 деталей, ее производство ведется на пяти сборочных позициях в течении 80 часов.
В кабину машиниста ставят пульты управления, систему климат контроля, монтируют трубопроводы, обшивают интерьер. По завершении сборки трубопроводы проверяют сжатым воздухом на протечки и надежность соединений.
На электромонтажном участке вяжут жгуты электропроводки тепловоза и собирают аппаратные камеры (аппаратная камера - модуль тепловоза, в котором установлены основные электрические устройства его силовой цепи). Кстати, общая длина кабелей разного сечения, применяемых в тепловозе В ТЭМ18ДМ, составляет 6863 м.
Сборка тепловоза происходит на сборочной линии, которая состоит из 11 сборочных позиций. Первые шесть позиций - рамный участок, 7 - 11 позиции - участок сборки тепловозов.
Время выполнения работ на одной позиции (такт сборки) составляет 16 часов, т.е. каждые 16 часов тепловозы перемещаются по линии на следующую позицию.. Полный цикл сборки тепловоза (от закладки локомотива до завершения испытаний) составляет 17 дней.
Сборка тепловоза начинается с закладки рамы. Ее детали устанавливают на специальном стенде (стапеле) и закрепляют на необходимых позициях. Затем выполняют установочную сварку. Собранная заготовка переносится на кантователь, который поворачивает раму вдоль продольной оси и дает к ней полный доступ сварщикам и слесарям для завершения сварки,установки кронштейнов и трубопроводов.
Полностью готовая рама тепловоза ТЭМ18ДМ состоит из 765 деталей.
У сваренной рамы проверяют габариты и обратный прогиб. Каждая пятая рама проходит магнитно-порошковый контроль корневого шва (так называют соединение двутавровых хребтоввых балок и стяжного ящика рамы). Это делают для выявления внутренних трещин и непроваров.
Затем выполняется механическая обработка рамы (сверление, фрезерование).
На производство одной рамы уходит 96 ч. За это время она проходит шесть сборочных позиций. Перемещение рамы с одной позиции на другую выполняют мостовые краны.
Готовая рама ставится на технологические тележки и перемещается на седьмую позицию сборочной линии, с которой начинается участок сборки тепловозов.
На седьмой позиции протягивают силовые кабели, устанавливают дизель-генератор, топливный бак, силовые механизмы (компрессор, вентиляторы охлаждения), кабину машиниста.
Затем тепловоз перемещают на восьмую позицию. Здесь выполняют его накрытие (устанавливают капоты) и монтаж трубопроводов со сварными работами.
На девятой позиции выполняют укрупненный электромонтаж и доустановку трубопроводов.
Всего на сборочной линии для сборки одного локомотива выполняется 460 сборочных операций.
Десятая позиция - сдаточная. Здесь проводят дождевание локомотива. Затем его принимают специалисты бюро технического контроля и представитель заказчика.
Далее тепловоз направляется в опрессовочный бокс (11-я позиция сборочной линии), где его экипируют, делают холодная наладку и готовят к реостатным испытаниям.
После реостатных испытаний выполняется подмена тележек - локомотив снимают с технологических тележек и устанавливают на эксплуатационные, выполняют соединение тепловоза с агрегатами, установленными не тележках.
Затем локомотив отправляется на покраску в малярный цех.
После покраски тепловоз обкатывают. Он проезжает по заводским путям предприятия 5 км. При этом проверяется работа тормозов, противопожарной системы, системы гребнесмазывания.
Каждая десятая машина проходит обкатку на путях РЖД, в ходе которой проходит дистанцию 250 км.
Новенький, блестящий, пахнущий свежей краской тепловоз после обкатки предъявляется представителю заказчика и выводится на тракционные пути завода, откуда он будет отправлен к месту своей работы.