Не секрет, что в плате ранних версий CNC3018 (cс платой woodpecker cnc grbl0.9) есть слабое место - ключ мотора шпинделя. По схеме он реализован на n-канале MOSFET IFR540. В качестве двигателя шпинделя используется двигатель коллекторный постоянного тока типоразмера 775. Характеристики по мнению китайцев:
- номинальное рабочее напряжение: 12В-36В;
- скорость вращения: 4000 ~ 12000 об/мин;
- при напряжении 12 В ток нагрузки: 1.7A (начальный ток 2.2A);
- при напряжении 36 В ток нагрузки: 4.7A (начальный ток 10А).
Более внятных характеристик не нашел, но на моем экземпляре при 24 В ток составляет 3.1 А.
При том, что вроде бы IFR540 (33Ампера) полностью по своим характеристикам подходит, все равно происходит пробой ключа при включении с полным заполнением скважности ШИМ. Выглядит это так:
- мотор шпинделя постоянно включен на максимум;
- мотро шпинделя не включается вообще.
Довольно простое решение предложено на форуме https://www.cnc3018.ru, просто вбить в пост обработчик G-кода "нарастающее" включение шпинделя. Но постоянно помнить о "закладке", что на полную шпиндель включать нельзя - не выход. Схема оригинального узла ключа:
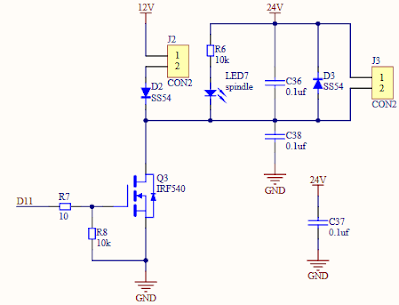
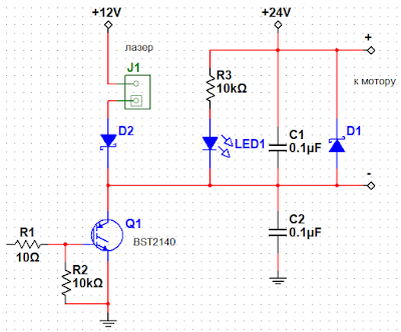
В очередной раз, спалив ключ IFR540 заменил его на составной IGBT BST2140 (он же IRGS14C40L , он же ISL9V3040S3S, его лицо STGB10NB37LZ, те же яйца NGB8202NT4). Очень распространен в блоках автомобильной автоматики. Встает ровно на место IFR540 в соответствующем корпусе. Падение Vgate-gnd = 0.14V. Схема модернизации:
С уважением к читателям.
Просьба ставить оценки материалу, на вопросы постараюсь ответить.
Мой блог о радио: https://sp8plus.blogspot.com/