На трех-координатных станках применяются различные типы приводов, непосредственно-линейный, через редуктор и другие.
Редукции осей
Коэффициент редукции может быть различным, важно рассчитать соотношение крутящего момента на валу приводного мотора, коэффициента редукции, тип привода вращательного в линейное. Это может быть диагонально ременный, угловой-редукционный, или редукционно-векторный.
Нет идеальных конструкций
За счет большого коэффициента редукции можно достичь приемлемой выходной мощности привода, но вы можете потерять в скорости, если расчеты будут не верны вам. Каждый из этих видов приводов имеет как достоинства так и недостатки. Нет идеальных конструкций.
Поэтому для больщих деревянных конструкций изготавливают большие станки, к примеру фрезеровка неких панелий или фрезеровка двери, на которых 0,5 мм погрешности незаметны по сравнению с деталькой в 100мм. изготовленные на том же станке.
Цели осей
Для ваших целей, важно понять, что вы хотите от конструкции. Силу, ускорении, точное позиционирование при заданной скорости перемещения. Если вы проектируете большой станок, к примеру 4000 мм на 1500 то имеет смысл рассмотреть не только сам привод но и метод перемещения. Одно важно подчеркнуть, на подобных расстояниях портал не может перемещаться по одной оси Y. Надо устанавливать две оси Y. И привод соответственно будет двойной. Если будет явная синхронизация приводов, то удельный крутящий момент удвоится как и ускорение самого портала, но скорость- нет!
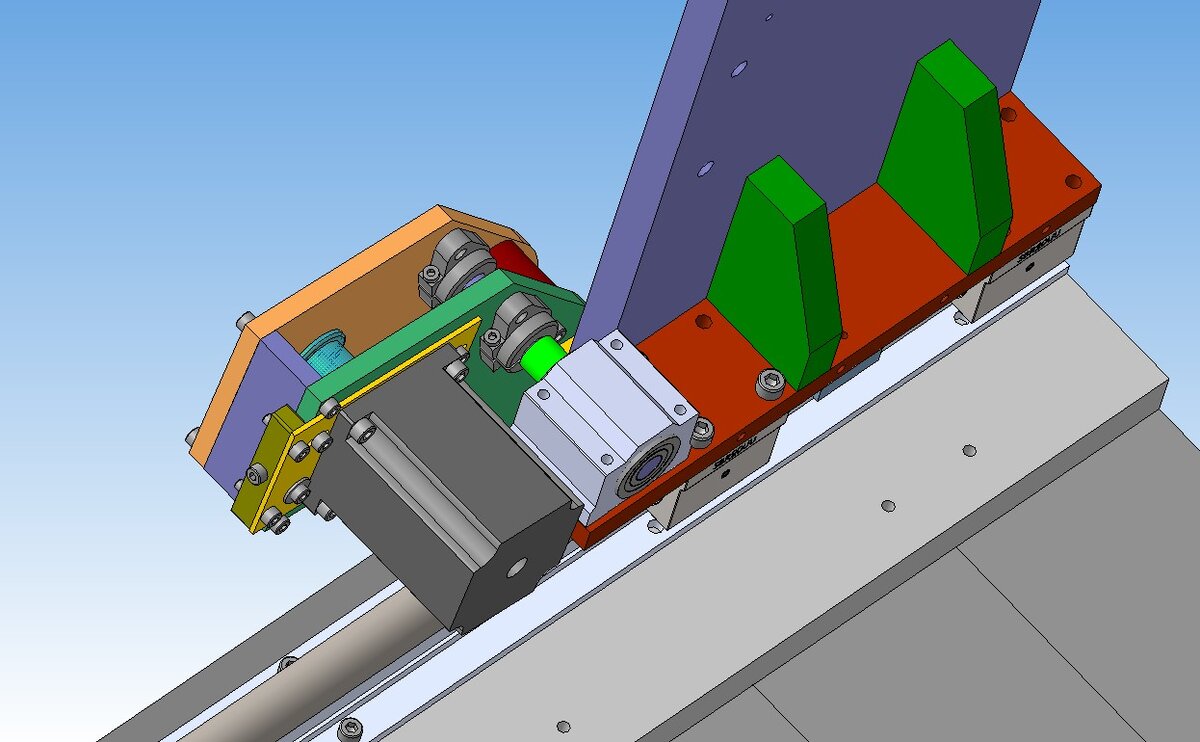
На фото ниже один из вариантов плавающих привода оси. Данный тип можно применит исключительно для осей Y и Х. Имеет ременную редукцию. Применяется для реечного привода. Наиболее предпочтительнее для высокоскоростных и больших перемещений. Жертвуется точностью позиционирования, а также грешат перебегами от заданной координаты. Но это уже касается настройками контроллера.
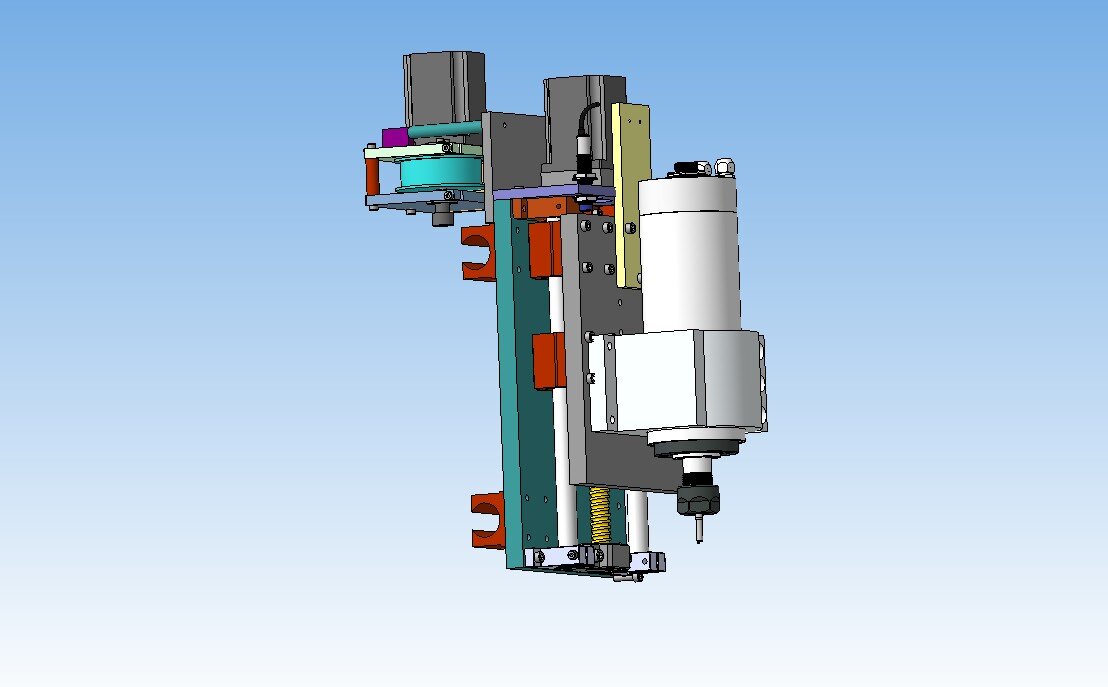
Перпендикулярный привод с обратной стороны
Все факторы необходимы учитывать в расчетах на проектировании и уделять необходимый запас на прочность, так как несущий портал может быть перегружен и несущая конструкция привода не сможет обеспечить крутящий момент на единицу перемещения. В итоге, в производстве изделий возможны сбои в прогнозируемых конечных координатах которые не соответствуют программным. В конечном результате выполнения исходной программы обработки возможны пропуски шагов, как на фото ниже.
Это касается шаговых моторов не имеющий положительной обратной связи.
Привод без обратной связи
В связи с этим при обработке наступают бракованные и нежелательные перемещения режущего инструмента. В связи с этим на обрабатываемой поверхности возможный визуальные дефекты, которые трудно исправимы и чаще неисправимы и обычно приводят к увеличению брака. А если учитывать сложность рельефной обработке, которая может длиться не один час и более, тем более встает вопрос актуальности и безупречной повторения траектории заданной в исполняемой программы,
Приводы с положительной связью
Вообще, лучшим заделом для предотвращения так называемых сбоев в шагах, признаны именно моторы с положительной обратной связью.
На обратной стороне мотора, устанавливается оптический датчик угла поворота, который отслеживает положение вала . Если, к несчастью для оператора, была задана команда программы на поворот вала, к примеру, на 63 градуса, а энкодер отследил и увидел, что вал повернулся всего лишь на 58 или 60 градусов, то это означает превышение возможностей привода на преодоление усилия или физического сопротивления, и выдаст ошибку привода. Да, это не приятно. Станок остановиться в зависимости от электроники станка. Значит необходима коррекция настроек программы рабочих параметров обработки или программа обработки невозможна из-за малой мощности для данного типа станка.
Позиционирование с применением оптических линеек
Более точное определение точности позиционирования осей станка соответствует сравнение с данными координат оптической линейки. В данной конфигурации удается достичь приемлемой точности позиционирования до 1-5 мкм на метр оси. Это вполне точное позиционирование. Но надо учесть, что к примеру у самого режущего инструмента есть тоже своя погрешность биения которая может быть в пределах 2-5 мкм. Поэтому все факторы влияющие на точность изготовления деталей также надо учитывать. Не стоит уделять вниманию точность осям, если у вас режущий инструмент не соответствует предполагаемому классу точности самих осей.