Уважаемые клиенты и партнеры!
В предыдущих статьях мы рассмотрели, как мероприятия по входному контролю позволяют исключать потери предприятий из-за поставки бракованных деталей.
А также рассмотрели пример завода бурового оборудования, которые с помощью измерительной руки решили вопрос контроля зубчатого зацепления колеса КШМ , которое из-за дефекта вызвало остановку буровой установки на «кусту», привело к огромным рекламациям и потере репутации.
Сегодня мы расскажем еще об одном примере применения современного оборудования для контроля технологии изготовления, на различных этапах производства.
Рассмотрим как пример завод спецтехники . Занимается оснащением грузовой техники, для выполнения особых задач.
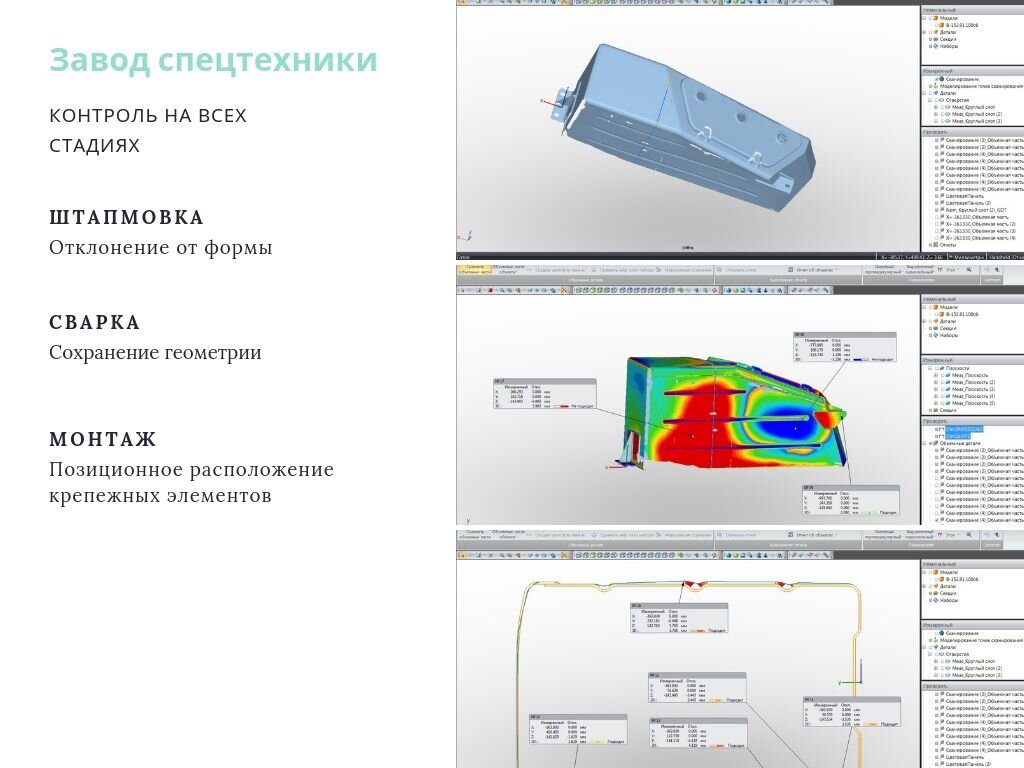
Критически важным этапом является финальная сборка оборудования, на которой периодически возникают проблемы из-за отклонения от геометрии и формы сопряженных деталей. Поэтому каждая такая деталь по отдельности требует тщательного контроля. Как пример — изготовление топливного бака.
Топливный бак.
Технология изготовления состоит из трёх основных этапов :
- Штамповка листа;
- Сварка составных элементов;
- Крепеж монтажных соединений (петлей).
Проблема — не собирается готовое изделие. И непонятно, на каком этапе проблема.
Для решения проблемы, мы выполнили ряд работ:
- Провели сканирование готового изделия с помощью измерительной руки с лазерным сканером;
- Сравнили полученный скан с идеальной 3д моделью. Выявили отклонения от формы. На рисунке отклонения свыше поля допуска обозначены красными (если отклонению «в плюс») и синими (если отклонения «в минус») зонами. Также по сечениям посмотрели величину этих отклонений;
- Провели данную процедуру на каждом этапе изготовления бака — проверили штамповую оснастку, сами штампы, геометрию после сварки и т.д. Нашли ошибки в технологии, которые приводили к браку;
- Внедрили процедуру выборочного контроля для исключения возникновений брака в дальнейшем.
В совокупности данные мероприятия привели к существенному увеличению производительности изготовления и сборки данных деталей и практически полному устранению потерь из-за брака.
Данная методика сейчас применяется для улучшения циклов изготовления других типов изделий на предприятии. Окупаемость измерительной руки оценивается менее 1 года .
Если вам интересно узнать более подробно о примерах таких внедрений — пожалуйста, обращайтесь.
С наилучшими пожеланиями,
Сергей Валерьевич Показаньев
ООО "Стилкам"
Тел.: +7 343 382 52 03
E-mail: sales@sverla-ekb.ru
Сайт: https://steelcam.org