Добрый день, уважаемые клиенты и партнеры !
Если помните, в предыдущей статье мы рассказывали, какие выгоды несёт современное оборудование для входного контроля .
Но проблемы с качеством продукции возникают не только у подрядчиков и поставщиков, но и у производителей на своем производстве.
Как пример можно привести завод по изготовлению буровых установок.
Колесо КШМ.
Габаритное, тяжелое, около 1,5 метров в высотной зоне.
Очень ответственный агрегат.
И сложный по геометрии — зубчатое зацепление.
У завода нередко возникали проблемы по этой детали. Контроль качества безусловно присутствовал, но универсальные средства и методы, такие как контроль по масляному контакту — не позволяли достичь достаточной объективности и повторяемости.
В результате возникла неприятная, но ожидаемая ситуация — завод отгрузил буровую установку заказчику, включая лебедку с бракованным колесом КШМ. После нескольких недель работы лебедку заклинило. И на устранение этой проблемы потребовалось значительное время. Вы можете представить, сколько стоит один день простоя буровой, и какая оказалась сумма рекламации.
Результатом недостаточного контроля качества для предприятия стало:
- Длительный простой на основном производстве;
- Потеря большой суммы денег;
- Рекламация от клиента.
Предприятие обратилось к нам за решением этой ситуации. Конечно, был стандартный вариант с помощью портальной измерительной машины, но стоимость такого решения составляет более 1 млн евро. Поэтому нужно было найти более доступный способ , но в то же время действенный.
Оптимальным решением при таких условиях стало применение измерительной руки с лазерным сканером.

Описание измерительной системы:
1. Точность измерений лазерным сканером до 20 мкм;
2. Размах измерительной руки 2,5 м.
Измерения с помощью портативной измерительной системы с контактным датчиком и лазерным сканером проводились в следующих условиях:
1. В цеху на технологической плите. На магнитное основание была установлена измерительная рука (примерное время установки составило около 10 минут);
2. Рука была откалибрована в текущих производственных условиях (время калибровки составило около 5 минут), полученная точность калибровки лазерного сканера с помощью эталонной пластины 13 мкм.
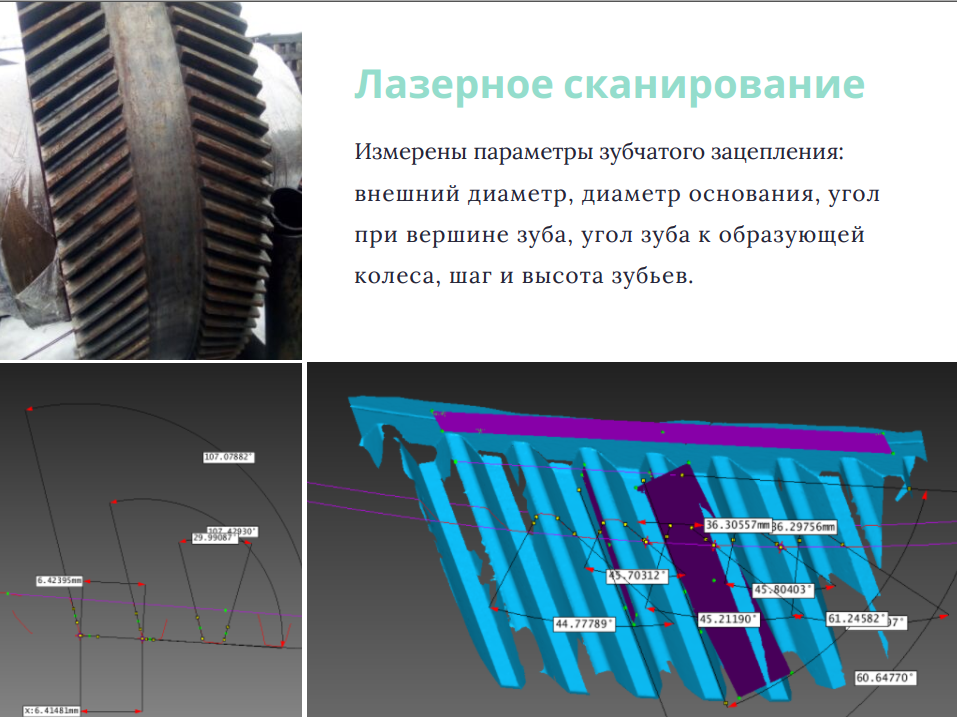
Измерения проведены при помощи лазерного сканера. После сканирования программное облако точек было триангулировано и превращено в поверхность, на которой, в свою очередь, было построено несколько сечений в разных областях.
Эти данные уже можно было перевести в конкретные параметры зубчатого колеса в соответствии с ГОСТ. На рисунке представлен общий вид измеренной области колеса и все параметры зубчатого зацепления: внешний диаметр, диаметр основания, угол при вершине зуба, угол зуба к образующей колеса, шаг и высота зубьев .
С более подробным отчётом измерений вы можете ознакомиться по этой ссылке.
Надеемся, вам понравилась статья! За более подробной информацией обращайтесь к нам, будем всегда рады предложить интересные решения для вашего бизнеса.
С наилучшими пожеланиями,
Сергей Валерьевич Показаньев
ООО "Стилкам"
Тел.: +7 343 382 52 03
E-mail: sales@sverla-ekb.ru
Сайт: https://steelcam.org