Здравствуйте мои уважаемые читатели!
Сегодня я хочу рассказать о ЗАПАСЛИВОСТИ!
Любое производство должно быть обеспечено определённым количеством запасных частей. К таким запасным частям можно отнести: радиоэлементы, электротехнические элементы, а так же механические запасные части.
И вот при поиске причины пробоя напряжения на магнитную плиту в электроэрозионном станке, решили проверить наличие запасных магнитных плит для станков данного типа. Плиты нашли ( две ), но оказалось, что очень давно запас плит был израсходован, а про восстановление неисправных забыли. Из одной плиты даже удалили обмотку, а вторая «ждала своей очереди»…
Удалить из второй плиты обмотку не сложно – она залита эпоксидной смолой. Обе плиты подготовил, и возникла проблема изготовления обмоток.
Станок собственного производства и на него есть вся документация! Найти чертёж обмотки не сложно
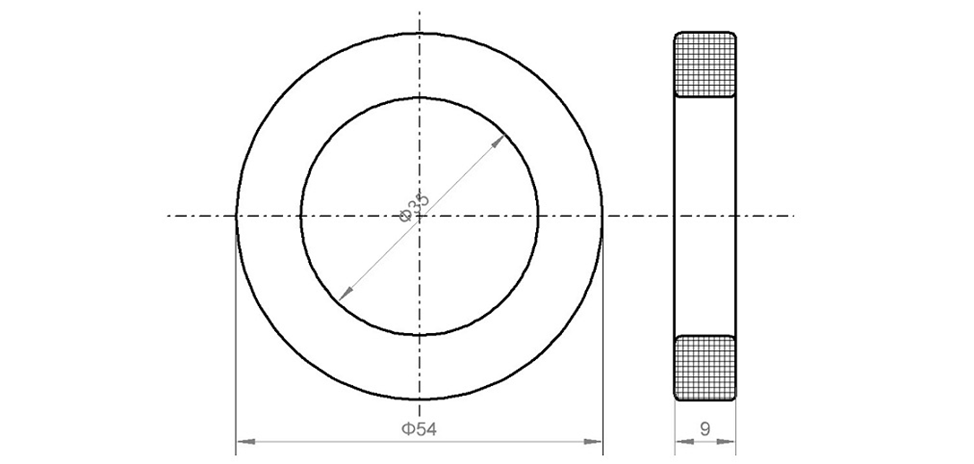
Рис. 1. Чертёж обмотки для магнитной плиты.
Размеры простые, количество витков – 2500 и диаметр провода 0,125мм ( обычный провод для намотки трансформаторов) создало определённую проблему. Обмотка без каркаса, а её необходимо на что-то намотать и потом уже придать ей форму, указанную на чертеже.
Очень простая обмотка и её надо намотать. Вспомнил, что есть старый намоточный станок за 7 рублей, купленный в студенческие времена. Но требуется каркас! Эту проблему токарь решил быстро, а провод 0,125мм оказался в шкафу «у Плюшкина»!!!
Рис. 2. Намоточный станок и с каркасом для катушки.
Осталось уложить четыре ленты внутри каркаса для последующего съёма обмотки после намотки. Самое интересное – не порвать проводок при намотке, но все удачно получилось. Завязываю ленты на узелки и разбираю каркас. Очень аккуратно снимаю обмотку
Рис. 3. Обмотка, извлечённая из каркаса. Вид не очень красивый, но получилось с первого раза!!!
Наматываю нитки, сложенные в четыре, на челнок и обычными узелками ( так в былые времена жгутовали провода ), вспоминая первый курс института – предмет «радиомонтажные мастерские», обвязываю обмотку дважды. Проводник вывода был припаян к проволочке в начале намотки, а второй припаиваю во время жгутовки, но не забываю изолировать фторопластовой плёнкой!
Перед пайкой, провод в эмалевой изоляции необходимо зачистить от лака. Если провод «солидного» диаметра можно зачистить при помощи ножа, но для провода 0,125мм такой метод не позволителен! Применял метод термического растворения эмали в ПВХ. Провод или проволочку горячим паяльником прижимаю к ПВХ и аккуратно тяну провод. Процедуру делаю неоднократно и проводник очищается от эмали и одновременно залуживается…
Хочу особо отметить – применение ПВХ изоляции при изготовлении катушек трансформаторов и тому подобных моточных узлов НЕ ДОПУСКАЕТСЯ!!!
Применяйте лакоткань, киперную ленту, кабельную бумагу, в крайнем случае кальку, а лучше всего применить фторопластовую плёнку!!!
Рис. 4. Зажгутованная обмотка.
Обмотка очень чётко поместилась в плите и заливаю эпоксидной смолой, но не забываю пластилином «законопатить» отверстие внизу, через которое выходят выводы обмотки. И очень медленно «по капле» заливаю обмотку. Почему медленно? Всё просто – из обмотки должен выйти воздух пока смола покрывает обмотку. Обмотку смола должна покрыть минимум на 1мм.
Пока смола сутки застывает, мотаю и готовлю вторую обмотку.
На следующий день готовлю готовую плиту к испытанию
Рис. 5 . Обмотка, залитая эпоксидной смолой, в магнитной плите.
Удаляю, застывшие на поверхности, капли смолы, припаиваю разъём и приступаю к испытанию!
Испытания дают плачевные результаты – плита практически не держит штатные тиски! Беру вторую обмотку и, не заливая смолой, укладываю в плиту и провожу испытания… Результат такой же!!!
В чем ошибка? В количестве витков можно ошибиться на десяток! Виноват чертёж? Маловероятно! В чем же ошибка? Загадка для электроника! После консультации с ветераном-разработчиком оказалось всё очень просто! Поверхность плиты изношена и имеет определённую неровность…
Рис. 6. Неровности на плите после касания шлифовальным кругом.
Особенно заметные углубления в центре, очень существенные. Шлифуем дальше, и когда вся плита заблестела, вновь приступаю к испытаниям без заливки смолой.
Да, век живи – век учись!!!
Плита держит тиски очень качественно!!!
Заливаю смолой, но несколько меняю технологию – в пазы укладываю пластины, а чтобы смола к ним не прилипла прокладываю фторопластовую плёнку
Рис. 7. Обмотка залита смолой, а пазы защищены от заполнения смолой.
Теперь можно шлифовать первую плиту…
После шлифовки испытания и опять тиски держатся качественно.
Обратите внимание на первой плите ( Рис. 5 ) смола затекла в пазы и теперь её надо из пазов удалить, так как по этим пазам вода ( это рабочая среда ) стекает в центр, в сливное отверстие.
После прочистки пазов плита приобрела вот такой вид
Рис. 8. Первая плита, подготовленная для установки на станок.
Теперь на всех станках будем делать шлифовку магнитных плит, так на некоторых видны углубления, правда, не такие существенные как на второй плите ( Рис. 6 ), но лучше сделать профилактику, чем потом «суетиться».
Вот такими методами иногда производится реанимация запасных частей…
Надеюсь, что материал понравился моим читателям и, возможно, пригодится в будущем.
Пишите свои комментарии, ставьте лайки. Подписывайтесь на мой канал.
И самое главное – пишите какой материал подготовить в ближайшее время, чтобы Вы хотели узнать и сохранить в своей копилке.
Желаю всем крепкого здоровья, особенно в зимнее гриппозное время! Желаю успехов, прекрасного настроения и чистого неба над головой!!!