Сейчас производители предлагают огромный ассортимент пластика под разные задачи, и часто стоит вопрос: как в этом разнообразии материалов разобраться и как выбрать правильный пластик для той или иной задачи?
На эти вопросы мы постараемся максимально подробно ответить в данной статье.
Но перед тем как перейдем к выбору пластика, нужно понимать базовые вещи про 3D печать. Самое важное: 3D печать - это не литье, потому что детали формируются не из однородной массы пластика, которая имеет равномерные характеристики по всему своему объему и во всех направлениях, а выкладываются из слоев, состоящих из дорожек; дорожки в монолит не сливаются даже на самых топовых филаментах и при самых правильных настройках. Поэтому нельзя сказать, что если материал А прочнее материала Б в литье, то он столько же прочнее в печати. Таким образом, характеристики пластика надо смотреть именно для FDM . Также производители, маркируя филамент, пишут только про его основу, а на характеристики влияют еще и добавки, которые могут отличаться от марки производителя.
В данной статье мы расскажем именно о тех видах филаментов, которыми мы печатали сами, наш опыт и ощущения от печати данными пластиками.
PLA (полилакрид)
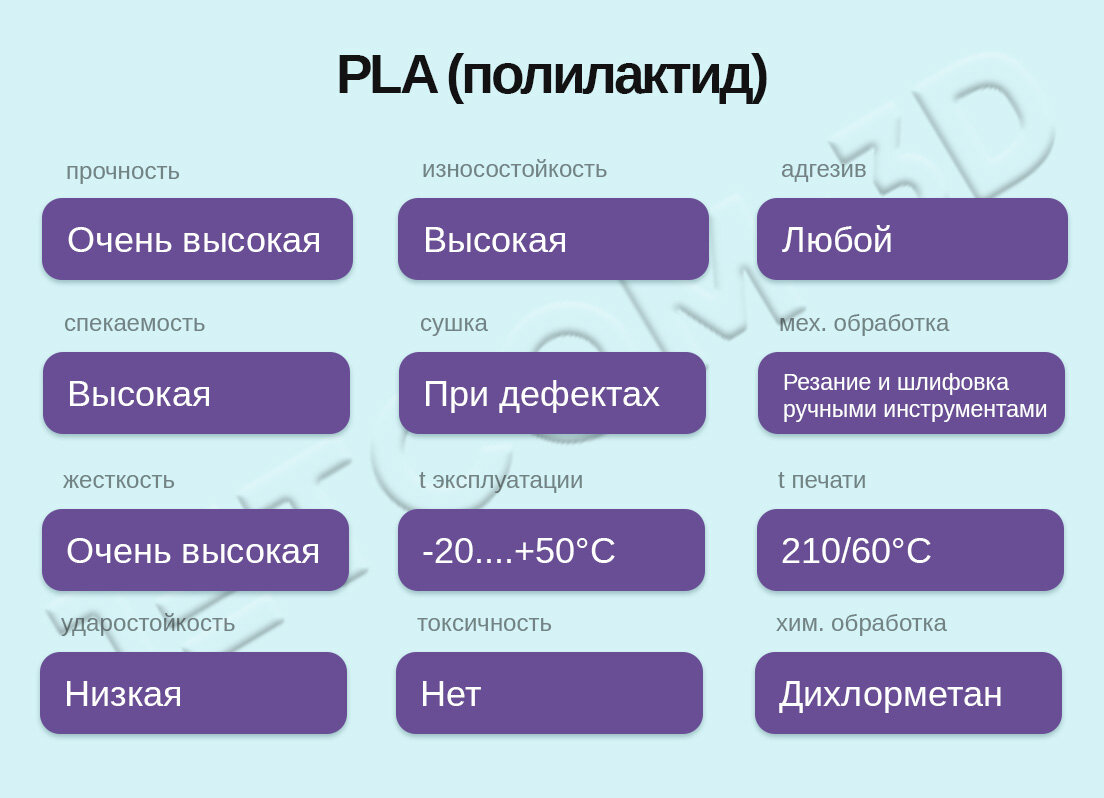
Самый популярный филамент на данный момент. PLA сам по себе имеет хорошие прочностные показатели и хорошую спекаемость, в результате получаются прочные детали. Это один из самых крепких материалов для FDM 3D печати. При этом PLA жесткий и износостойкий, что хорошо для технической 3D печати, но не ударостойкий, и температура эксплуатации у него всего до 50 градусов. PLA не токсичен и практически не пахнет (что важно для домашней печати).

В использовании PLA пластик очень прост. Это один из самых неприхотливых филаментов. Сушить его надо достаточно редко, только если при 3D печати идут пузыри и «паутина». Усадка практически нулевая, поэтому получить нужную геометрию с первого раза просто. PLA хорошо липнет на любые адгезивные покрытия, используемые в 3D печати. Также этот вид пластика не боится обдува и не требует снижения скорости печати, чтобы спекаться нормально. Однако из PLA не получится печатать детали, например, для автомобильной промышленности или для улицы, так как они деформируются от нагрева выше 50 градусов, но из него хорошо получаются детали мебели, ящички, органайзеры, игрушки, прототипы деталей. Для художественной 3D печати также PLA хорошо подходит. Есть огромное разнообразие видов PLA пластиков, например, пластик шелковый PLA SILK, в который производители добавляют металлическую крошку, придает пластику блестящую поверхность и создает эффект шелковой ткани на напечатанных моделях, или, например, добавляют древесную пыль в состав нитей (PLA Wood), тогда детали из такого пластика приобретают приятную шершавость, внешне очень похожи на деревянные изделия и присутствует легкий запах древесины.
Обрабатывается пластик PLA не очень легко. Напильником или шкуркой деталь дорабатывается сложно и неэффективно, а электроинструментом обработать не получится, так как PLA легко перегреть. Химически с помощью дихлорметана этот филамент обрабатывается легко до гладкой поверхности. Также можно проводить закалку PLA пластика, что повышает его термостойкость, но повышение незначительно, а в процессе закалки детали деформируются, поэтому рациональность этой процедуры сомнительна.
Вывод. PLA – отличный, универсальный пластик для дома. Идеален для новичков, так как некапризный, не требует ничего сверх от принтера, и учиться на нем очень легко. Также материал прочен, и цена на него невысокая.
PETG (полиэтилентерефталат-гликоль)
Полиэтилентерефталат-гликоль – это более сбалансированная альтернатива PLA пластику. Прочность, жёсткость и усадка у PETG немного хуже, чем у PLA, спекаемость такая же как у PLA, если не переборщить с обдувом. Температура, которую выдерживает PETG пластик, составляет 60-70 градусов, что значительно выше, чем у PLA; при этом при превышении температуры стеклования, прочность изделий уменьшается достаточно плавно, и, если нагреть изделие до 80 градусов, деталь не будет оплывать сразу под своим весом.
По комфорту печати этот пластик сильно зависит от производителя. Некоторые производители добавляют дополнительные материалы в этот филамент, в результате чего такой пластик дает сильную усадку, плохо спекается и боится обдува, таким пластиком печатать некомфортно.
Поэтому, перед покупкой PETG пластика стоит посмотреть отзывы по производителям. Единственный «нюанс» этого пластика – это образование «паутины» на изделиях, чаще всего это происходит из-за того, что пластик влажный и его надо просто просушивать. Также проблема с «паутиной» может возникать из-за плохого сопла. В остальном же пластик PETG очень комфортен для печати, усадку практически не дает, обдува не боится. Перегревать пластик не стоит, так как это приводит к увеличению ломкости.
Вывод: На сегодняшний день PETG – это один из самых универсальных пластиков, так как обладает высокой прочностью и хорошей термостойкостью. Печатать из PETG можно изделия для дома и декоративные изделия для улицы, также можно печатать детали для 3D принтеров, главное, чтобы они не контактировали со столом или мотором. Для художественной 3D печати PETG ценен простотой печати и обилием цветов, особенно наличием прозрачного и полупрозрачного пластика, с помощью которых можно делать просвечивающиеся элементы.
В последнее время вокруг PETG пластика ходит миф, что он не выдерживает вибрации. Но тест, на основе которого был сделан данный вывод, уже неоднократно опровергнут другими тестами. Поэтому можно смело использовать этот материал для печати деталей, которые будут подвергаться вибронагрузкам.
ABS (акрилонитрил бутадиен стирол)
В литье и формовке из листов ABS считается очень прочным материалом, обладающим ударостойкостью и теплостойкостью до 90 градусов. Однако, при FDM 3D печати ударостойкость сохраняется, температурные показатели также сохраняются, а вот с прочностью возникают большие проблемы.
ABS пластик плохо спекается и к тому же дает большую усадку, из-за которой возникают значительные внутренние напряжения. В итоге, если на обычных настройках 3D принтера напечатать ABS деталь, то она, с большой вероятностью, начнет расслаиваться уже во время печати, а если и не начнет, то при рабочей нагрузке деталь лопнет по слоям. Полностью убрать этот недостаток, к сожалению, нельзя, но можно значительно уменьшить его правильной подготовкой принтера и особенными условиями печати.
- Температура печати. Производители часто пишут 240-250 градусов, но это «минимум», и для улучшения прочности изделий печатать лучше на более высоких температурах, а именно 270-280 градусов.
- Печать с минимальным обдувом. Лучше обдув выключить вообще, а для мостов и значительных нависаний включать несильно, так предыдущие слои будут дольше оставаться горячими и, следовательно, лучше спекаться с новыми слоями, а усадка будет создавать меньше внутренних напряжений.
- При печати мы рекомендуем поставить ширину линии побольше, уменьшив количество дорожек на слой, а значит и стыков между ними. Слой делать тонким не надо, оптимальная, по нашей практике, толщина слоя около 40-45% от ширины линии.
- Скорость печати ставим поменьше, чтобы требовалось меньше обдува, а дорожки и пластик лучше прогревались.
- Для открытых принтеров рекомендуется создание пассивной термокамеры, это исключит сквозняки и позволит воздуху в камере прогреваться до 40 градусов, что положительно скажется на спекаемости слоев.
ABS пластик липнет не к любому клею и покрытию, лучше использовать клей BF2, чтобы при печати деталь не отклеивалась от стола.
Вывод: Пластик ABS значительно уступает по прочности пластикам PETG и PLA, и печать им требует определенных навыков и дополнительных настроек. Однако температурные показатели у него очень высоки (долговременно выдерживает температурную нагрузку до 90 градусов и кратковременно – до 100 градусов). Также пластик ABS легко шлифуется, и его поверхность можно сгладить парами ацетона. Пластик ABS – это хороший вариант для умеренно нагруженных деталей, когда требуется хорошая термостойкость или красивый внешний вид. Например, панельки и заглушки в салон автомобиля или детали для 3D принтера, контактирующие с греющимися элементами.
Пластик ABS при комнатной температуре безопасен, но в расплавленном виде (то есть при печати) он выделяет опасные для здоровья вещества, такие как стирол, поэтому печать ABS пластиком в домашних условиях не рекомендуется.
ASA пластик (акрилонитрил стирол акрилат, Eternal)
По своим характеристикам схож с ABS пластиком. Единственное значимое отличие от ABS – это то, что ASA обладает очень высокой атмосферостойкостью и не боится ультрафиолета, так что изделия из него можно смело использовать на улице в неокрашенном виде. Цена этого пластика достаточно высока, и он мало распространён. При печати ASA пластик активно выделяет стирол, что делает печать в домашних условиях небезопасной.
HIPS пластик (высокоударопрочный полистирол)
Аналог ABS пластика. Из плюсов можно перечислить низкую цену и приятную на ощупь поверхность. HIPS растворяется D-Limonene, а вот ABS на нее никак не реагирует, поэтому многоэкструдерные 3D принтеры могут печатать растворимые поддержки из HIPS для деталей из ABS. При печати HIPS выделается стирол, поэтому он, также как и ABS пластик, не рекомендуется для печати в жилых помещениях.
SAN (сополимер стирола и акрилонитрила, Ceramo)
Материал также очень похож на ABS: плохо спекается и дает сильную усадку. Основное предназначение этого пластика – художественная печать. Долговременная термостойкость составляет 90 градусов, а обработка шлифовкой даже лучше, чем ABS (по нашей практике). Основное отличие от ABS – это значительная жесткость в совокупности с меньшей ударостойкостью. На ощупь SAN очень похож на керамику, особенно эта схожесть заметна, если напечатать тяжелую деталь с заполнением 100%. В связи с этим свойством основное применение SAN - это печать горшочков под цветы и статуэток на полку.
Как конструкционный материал применять его можно, но на рынке есть лучше альтернативы этому пластику. Также производитель Filamentarno выпустил пенящийся SAN (CERAMO-TEX). Детали из него получаются очень легкими и с интересной шагренью. Применяемость пластика SAN (CERAMO-TEX) данные свойства не увеличили, но добавился интересный художественный эффект.
Какой же пластик выбрать для печати на 3D принтере?
Типов пластика для 3Д-печати гораздо больше, чем мы рассказали в данной статье. Про остальные мы расскажем в следующий раз. Вывод прост: выбирать пластик следует исходя из целей и задач изделия.
Перед покупкой конкретного филамента обязательно проверьте характеристики вашего принтера, на предмет поддержки печати выбранного пластика. Дальше дело только за вами и вашей фантазией.
Если у Вас есть вопросы, которые мы не затронули, пишите нам, мы с удовольствием ответим на них!
С уважением, отдел 3D технологий Jetcom
-----------------------------------------------------------------
Нужна тестовая печать Вашей модели?
Присылайте заявку и мы рассчитаем стоимость и срок печати otdel3d@jetcom.ru или звоните +7 495 739-09-09