Фотополимеризация в ванне (vat photopolymerization) - группа аддитивных технологий, основанная на выборочной засветке фотополимера в емкости (ванне).
По распространенности – вторая после экструзии материала. В основном за счет дешевизны оборудования – цена на «бюджетные» принтеры достигает нескольких десятков тысяч рублей, цена «профессиональных» решений не превышает десятка миллионов рублей. Второй фактор – высокая разрешающая способность печати и хорошая чистота поверхности – «бытовые» принтеры стоимостью в десятки тысяч рублей без труда выдают реальную разрешающую способность в пределах 0,2…0,1 мм, точность дискретизации составляет от 50 мкм у «бюджетных» образцов до 22 мкм у не совсем бюджетных (стоимостью порядка 70 000 рублей).
Официальные документы этот процесс трактуют так:
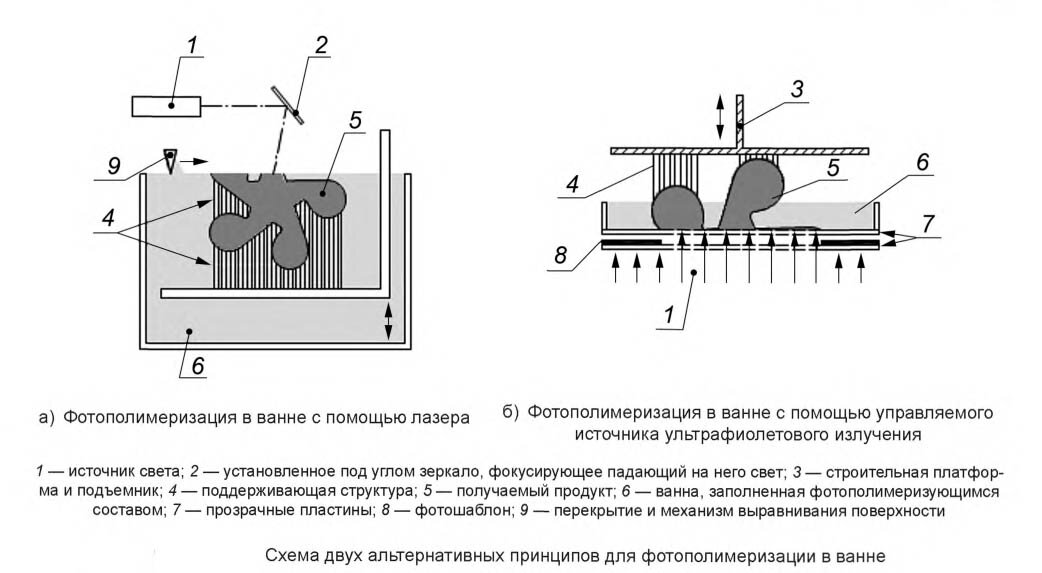
Процесс фотополимеризации в ванне — процесс, при котором предварительно осажденный фотополимер селективно облучается световым излучением. Под его воздействием соседние полимерные цепи скрепляются друг с другом. Данный процесс отображен на рисунке
Сырье: жидкое или пастообразное: фотореакционноспособная смола с наполнителем или без него.
Механизм связи: химическая реакция.
Источник активации: ультрафиолетовое излучение от лазеров или ламп.
Вторичная обработка: чистка, поддержка удаленного материала после отверждения путем дальнейшего воздействия ультрафиолетового излучения
Такое описание и рисунок не охватывает все возможные варианты данной технологии, но вполне достаточен для понимания сути процесса.
Как видно из рисунка возможны два варианта выращивания детали -
1) засвечиваются верхний слой в ванне и модель утапливается в фотополимер. Такая схема характерна для «профессиональных» моделей принтеров, в основном с лазерной засветкой.
2) засвечивается через прозрачное дно нижний слой в ванне и деталь как бы вытягивается из ванны с фотополимером. Это позволяет иметь ванны с небольшим количеством фотополимера, что удобно для «бытового» применения, стомотологии, ювелирного производства.
Выборочную засветку можно осуществлять различными способами, можно выделить три больших группы:
1) Засветка лазерным лучом – лазерная SLA (Stereolitografphy) или LSLA (Laser Stereolitografphy)
Лазерный луч сканирует поверхность, включаясь и отключаясь, по различным алгоритмам, обеспечивая последовательную засветку слоя.
2) Засветка проектором. Традиционно используются DLP-проекторы. При этом засвечивается сразу весь слой. В первых DLP-принтерах использовались обычные «доработанные» проекторы с ртутной лампой (удаляли цветовое колесо и УФ-фильтр, перелывали объектив, чтобы обеспечить фокусировку на близкие расстояния). В DLP-принтерах второго поколения используются специальные проекторы с 405-нм светодиодной подсветкой.
Принтеры, использующие DLP-проекторы для засветки традиционно называют DLP 3D-принтерами.
Крайне редко используются засветка LCD-проекторами..
3) Засветка при помощи маски. При этом слой фотополимера засвечивается источником света через маску. В первых вариантах в качестве маски использовались магазин фотошаблонов, но эти принтеры давно ушли в небытие.
Сейчас в качестве маски используются LCD-экраны (дисплеи). В первом поколении LCD-принтеров использовались «обычные» RGB-дисплеи от смартфонов и планшетов, с удаленной подсветкой. Были так же попытки использовать проекционные LCD-экраны. В современных LCD-принтерах используются «монохромные» LCD-экраны, специально разработанные для использования в 3D-принтерах.
Принтеры, работающие по такой технологии называют LCD-принтерами, или mSLА (mask Stereolitografphy).
По длине волны источника света засветки можно выделить следующие группы:
1) Засветка «настоящим» ультрафиолетом – лазерами с длиной волны 345, 365...395 нм.
2) Засветка «ультрафиолетом» - фиолетовым светом с длиной волны 405нм. Фактически это видимый спектр, но в макретинговых целях, чтобы отличить от «обычного» дневного света такую длину волны относят к «ультрафиолету». Засветка производится 405-нм лазерами (LSLA-принтеры), 405-нм проекторами (DLP-принтеры), 405-нм светодиодами (mSLA-принтеры). Такая длинна волны используется в основном в «бытовом» секторе, стоматологии, ювелирном производстве.
3) Засветка широким спектром ртутных ламп. Содержит большое количество «настоящего» ультрафиолета. Использовалась в DLP-принтерах первого поколения.
4) Засветка «дневным» светом. Осуществляется «дневными» светодиодами (фактически – синего/голубого цвета). Используется фирмой Photocentric в своих «дневных» mSLA-принтерах.
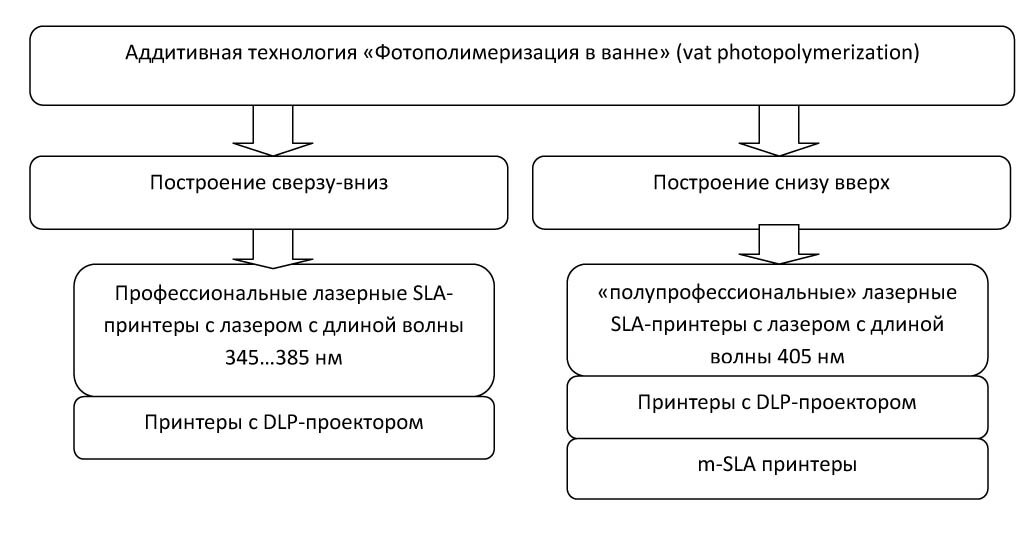
Для лучшего понимания предлагаю вот такую диаграмму:
Засветка лазером имеет свои особенности – необходимо обеспечить перемещение лазерного луча при помощи специального устройства – сканатора. Основные типы сканаторов:
1) Сканатор на основе одного или двух качающихся зеркал. Основной способ сканирования.
2) Сканатор на основе вращающегося зеркала (как в лазерном принтере) и механического перемещения по одной оси. Редкое решение, используемое в принтерах RK-1, Form3 и 3SP.
3) Сканатор на двух перемещающихся зеркалах (как в аппаратах лазерной резки). Экзотика, используется, например, в принтере «Moai».
Формирование слоя при технологии сверху-вниз обычно осуществляется подвижным ракелем – после засветки очередного слоя модель опускается на толщину слоя вниз, длинная металлическая полоса (ракель) проходит над моделью, «сгоняя» лишний фотополимер, обеспечивая необходимую толщину слоя. В принтерах серии 3SP от EnvisionTEC слой формируется при помощи фторопластовой мембраны, натянутой на рамку – мембрана поднимается вверх, освобождая деталь, деталь опускается вниз, мембрана опускается вниз, выгоняя излишки фотополимера.
Формирования слоя при технологии снизу-вверх осуществляется подъемом-опусканием модели: по окончании засветки слоя модель поднимается на некоторую высоту, необходимую для отрыва модели от дна ванны (дно – эластичное и вытягивается при отрыве) и потом опускается, но на толщину слоя меньше, чем был подъем.
Некоторые фирмы предлагают принтеры с технологией «непрерывной» печати – когда за счет особенностей строения дна ванны фотополимер не полимеризуется в тонком придонном слое (за счет насыщения придонного слоя кислородом, который ингибирует полимеризацию) и модель «вытягивается» из ванны непрерывным движением по вертикальной оси.
Примеры таких технологий:
CLIP (Continuous Liquid Interface Production) – вариант непрерывной печати от фирмы Carbon 3D в принтерсах серии Carbon M, CDLM (Continuous Digital Light Manufacturing) – вариант непрерывной фотополимерной печати от фирмы EnvisionTEC, используется в принтерах MicroPus cDLM.
На текущий момент это все основные разновидности данной технологии. Ключевым словом здесь является – основные. Есть и экзотические решения, как отмершие или отмирающие, так и вполне перспективные. Но о них – в следующий раз.
Еще больше статей по теме: