При использовании технологии "листовая ламинация" деталь формируется склейкой (сваркой, спеканием) тонких листов. В листе вырезается сечение детали, лишение - удаляется
На мой взгляд – не совсем аддитивная технология, слишком много отходов…
Кстати, весьма древняя технология – в судомоделизме используется давным-давно и носит название «метод бутерброда». Разница между древним методом и современным – в автоматизации. Судомоделист вручную выпиливал и склеивал заготовку корпуса из слоев дерева или фанеры, а 3D-принтер все делает автоматически.
Вырезание сечения детали может быть до склейки или после.
Часто вместо официального перевода "листовая ламинация" используется термин "послойное ламинирование".
Нормативные документы так трактуют эту технологию:
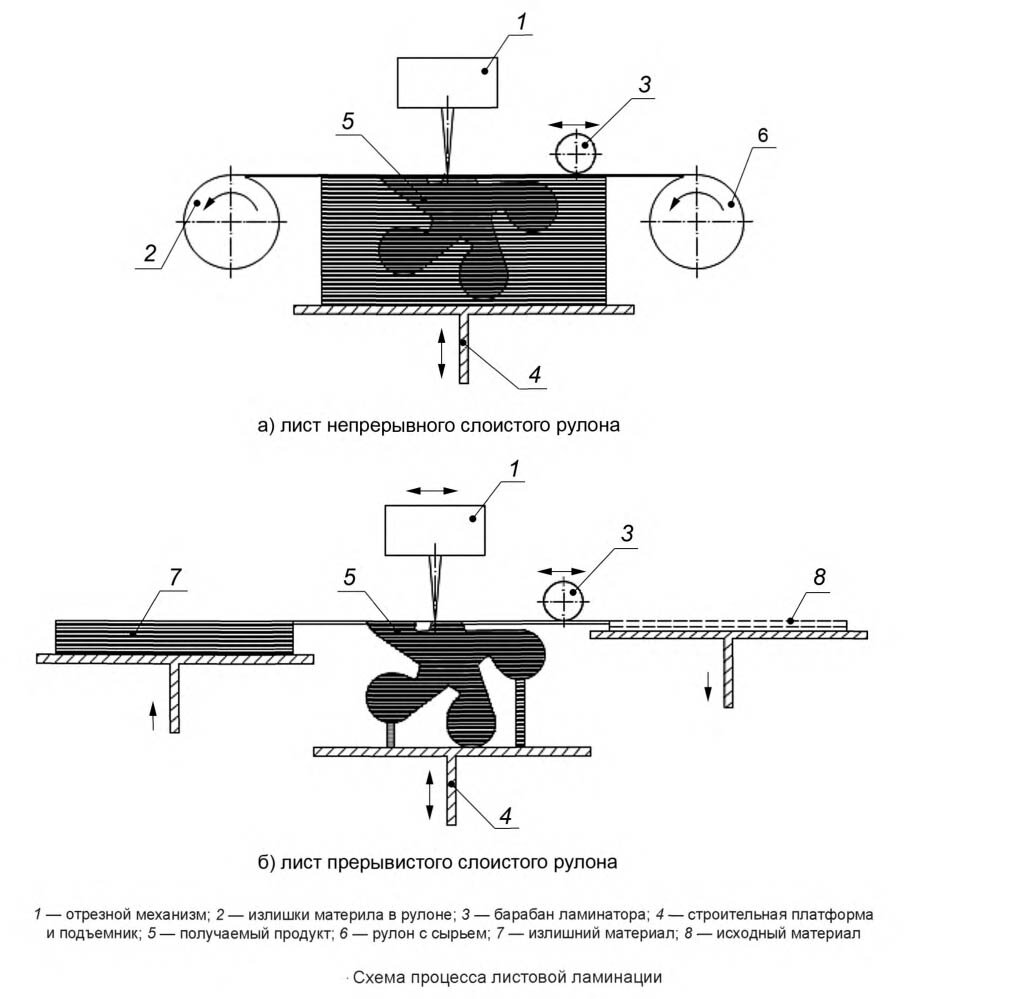
Процесс листовой ламинации — процесс аддитивного производства, в котором изготовление детали осуществляется скреплением листов материала. Схема данного процесса представлена на рисунке:
Сырье: листовой материал, как правило, бумага, металлическая фольга, полимеры или композитные листы, изготовленные преимущественно из металла или керамического порошка, скрепленные связующим веществом.
Механизм связи: термическая реакция или химическая реакция склеивания, ультразвук.
Источник активации: локальный или общий нагрев, химическая реакция и ультразвуковые датчики.
Вторичная обработка: удаление отходов и необязательно спекание, инфильтрация, термическая обработка, шлифовка или механическая обработка для улучшения качества поверхности.
«Прерывистый рулон» - очередной корявый перевод разработчиков ГОСТ 57589-2017. Очевидно, что речь идет не о «рулоне», а о пачке листов, положенных друг на друга.
К сожалению, на схеме не показан процесс склеивания – а он очень важен в такой технологии. Процесс склеивания всегда сопровождается давлением – либо лист прикатывается валиком, либо придавливается прессом. Иногда требуется дополнительное температурное воздействие.
На схеме показана резка лазерным лучом, но как вариант используется резка лезвием, фрезой, ультразвуковым резаком.
Основными материалами в этой технологии могут быть:
1) Бумага
2) Шпон, фанера
3) Металлическая фольга
4) ) Листы пластика
5) Стекло- или углеткань, композиты
6) Керамика

Наибольшее распространение получили принтеры, печатающие офисной бумагой. При печати бумагой на слой бумаги (выборочно или сплошным слоем) наносят клей, потом приклеивают следующий слой бумаги. Контур детали вырезается лазерным лучом или лезвием (как на режущем плоттере). Поверх наклеенного слоя бумаги может быть нанесен рисунок обычными чернилами CMYK стандарта струйной головкой, что позволяет получать полноцветные детали.
По окончании печати бумажная модель может быть пропитана лаком для прочности.
При печати шпоном, фанерой контур детали вырезается фрезой или лазерным лучом, после чего слои склеиваются. В качестве клея используются формальдегидные или фурановые смолы. После принтера деталь выдерживается в печи для полной полимеризации клея.
При печати металлической фольгой слои металлической фольги свариваются ультразвуковой сваркой, контур вырезается фрезой.
Из листового пластика на текущий момент используется только ПВХ лента толщиной 0,15мм. При склеивании выборочно наносится два состава –клей для склеивания листов в единую деталь и «антиклей» для предотвращения склеивания листов.
При использовании стекло-/углеткани или кевлара применяются две конкурирующие технологии:
CBAM (Composite-based Additive Manufacturing) отImpossible Objects Inc. При этом процесс «выращивания» детали состоит из следующих шагов:
1. Накладывается слой материала.
2. На материал выборочно струйной головкой наносится слой липкого адгезива
3. Наносится порошок термопластичного материала (например полиамида или полиэфиркетона)
4. Слой порошка сдувается. Там, где был адгезив – он остается на материале, там, где его не было – сдувается установкой по типу пылесоса.
Далее цикл продолжается.
По окончании – деталь помещается по горячий пресс и нагревается выше температуры размягчения термопласта и спрессовывается в единое целое.
Про окончании прессования не склеенные «лишние» листы материала удаляются вручную, фрезой, или травлением в специальных растворах.
SLCOM (Selective Lamination Composite Object Manufacturing) от фирмы EnvisionTEC Inc. По этому процессу деталь «выращивают» из листов композита – листов стекловолокна, углеволокна, кевлара, пропитанных термопластом – нейлоном, PEEK или PEKK. Листы обрезаются по контуру специальным ультрозвуковым ножом, на них выборочно наносится специальный адгезив, облегчающий спекание, каждый лист после вырезания контура «прижаривают» к детали раскаленным роликом.
При печати керамикой исходный материал – керамическое «тесто» из частиц керамического сырье со связующим (водой или синтетическим связующим). «Тесто» раскатывается в слои, слои нарезаются и складываются в заготовку. Для склеивания слоев в единое целое на поверхность слоев наносится связующее и слой слегка прикатывается к детали. По окончании процесса «печати» заготовку помещают в печь для удаления связующего (вода испаряется, синтетическое связующее выгорает), после чего заготовку окончательно спекают в керамическое изделие. Усадка при этом может достигать 18% и больше.
Теоретически вместо керамики можно использовать металлический порошок со связующим.
На этом разговор об этой технологии закончим.