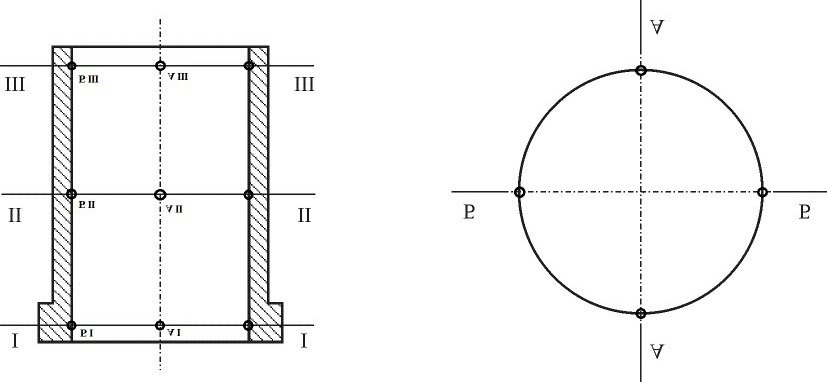
ДИСКУССИИ ВОКРУГ АЛМАЗНОГО ХОНИНГОВАНИЯ ЧУГУННЫХ ЦИЛИНДРОВ ДВИГАТЕЛЯ Часть 1. Можно ли хонинговать цилиндры алмазными брусками? Насколько качественными окажутся выполненные работы? Будет ли шероховатость поверхности соответствовать заданным параметрам? Эти и некоторые другие похожие вопросы можно увидеть сегодня на профильных форумах, ответы на них интересуют специалистов. На протяжении длительного времени многие считали, что у абразивных брусков нет конкурентов: доступность, невысокая стоимость расходных материалов, возможность пополнения складских запасов и сформировавшиеся технологические привычки не ставили задачу по поиску альтернатив. Но времена изменились и центры механообработки стали задумываться об использовании альтернативных расходных материалов, которые могут обладать более высокой износостойкостью, будут доступны на рынке и при этом обеспечат высокое качество выполняемых работ. Нам необходимо учитывать изменение внешней среды с одной стороны и постоянно повышающиеся требования к качеству обработки с другой. Полноценной заменой абразиву могут быть алмазные бруски, при этом не только сохраниться качество обработки, но и улучшаться некоторые другие параметры. Какие? Попробуем разобраться. Хонингование — это неотъемлемый технологический процесс финишной высокоточной обработки гильз цилиндра, в ходе которого достигаются необходимая геометрия отверстия, заданные параметры шероховатости и наносится сетка хона. Ведущиеся некогда споры, провоцируемые неквалифицированными мастерами о замене сетки хона зеркальной поверхностью под давлением здравого смысла, опыта последующей эксплуатации ремонтируемых двигателей и научного обоснования ушли в прошлое. Сегодня каждый технический специалист, имеющий отношение к ремонту двигателей и компрессоров знает то, что хонингование является обязательной технологическая операцией и от ее качества прямо зависит ресурс силового агрегата после капитального ремонта. Рассматриваемая операция, безусловно выполняется не только в ходе ремонта двигателей, хонингованию подвергаются новые гильзы цилиндров при серийном изготовлении, втулки верхней и нижней головок шатунов, отверстия шестерен и прочих высокоточных механизмов, но в ходе настоящей дискуссии мы будем рассматривать вопрос, остро интересующий нас и наших коллег – специалистов по промышленному восстановлению двигателей, то есть хонингование как заключительную процедуру ремонта цилиндров. Для того, чтобы разобраться в вопросе о возможности хонингования чугуна алмазными брусками необходимо определить, какие параметры достигаются рассматриваемой операцией, к ним относятся: - достижение заданных размеров; - формирование правильной геометрии формы цилиндра (отсутствие бочкообразности, конусности и эллипсности); - нанесение сетки хона; - обеспечение надлежащей шероховатости поверхности цилиндра. Результат хонингования может быть оценен только как совокупность безупречного достижения всех без исключения параметров, при отклонении хотя бы в одном из них вся операция считается выполненной неудовлетворительно, и впоследствии может оказать влияние на работоспособность ремонтного силового агрегата. В наших публикациях, основываясь на богатом опыте мы неоднократно рассматривали технологии позволяющие оказывать услуги по хонингованию высокого качества, ознакомиться с ними можно на сайте компании «Механика». Инженеры-механики знают: в ремонте двигателя нет первостепенных и второстепенных работ, вне зависимости от трудоемкости, сложности, стоимости каждая операция вносит равнозначный вклад в дальнейший жизненный цикл поэтому все этапы работ при промышленном восстановлении деталей двигателя в «Механике» подвергаются неоднократному техническому контролю. Рабочий выполняет измерения высокоточным мерительным инструментом, контролер ОТК проверяет достижение всех заданных параметров в том числе шероховатость поверхности специальным прибором – профилометром, технолог и начальник цеха следят за соблюдением технологических процессов. Для производства работ применяются хонинговальные станки, станочный парк компании «Механика» по большей части состоит из машин собственного производства – отлично зарекомендовавших себя СК-12. Обработку деталей на данном станке можно осуществлять применяя как абразивные бруски, так и алмазные. Помимо вышеперечисленных качественных параметров, в целях недопущения увеличения сроков выполнения работ критически важным для технического центра становиться параметр скорости обработки без потери качества. На общее время обработки оказывает влияние толщина срезаемого слоя с каждого участка, которая в свою очередь прямо зависит от усилия контактного взаимодействия между этим участком и соответствующим зерном и косвенно от применяемой СОЖ. Для того чтобы понять и в дальнейшем обосновать целесообразность применения алмазных хонинговальных брусков рассмотрим каждый из заданных технологическим процессом параметров хонингования. Окончательный размер и геометрия цилиндра. Достижение заданного размера, отсутствии эллипса, конусности, седлообразности и бочкообразности в обрабатываемом цилиндре является заданным параметром рабочего цикла, контролируется путем измерения цилиндра в 6-ти точках(A I, II, III; Б I, II, III), Рис. 1. На этот параметр оказывают влияние: - установка брусков и направляющих в размер, при помощи регулировочных пластин, допустимый зазор между поверхностью цилиндра и рабочей поверхностью бруска - 6-8 мм.; - длина абразивного бруска, которая должна составлять 50-60% длины сверления цилиндра, оптимальный выход брусков за верхнюю грань 25-30%, возможный выход бруска за нижнюю грань может находиться в пределах 15-30% в зависимости от конструкции подшипниковой стойки; - постоянный контроль операции, в случае обнаружения конусности в хонингуемой гильзе цилиндра обработка с удержанием хонинговальной головки в крайнем нижнем положении (кнопкой временной задержки). - строгое соблюдение технологического процесса и положений руководства по эксплуатации оборудования, достижение размеров и припусков под дальнейшую (чистовую) обработку при цикле чернового хонингования.
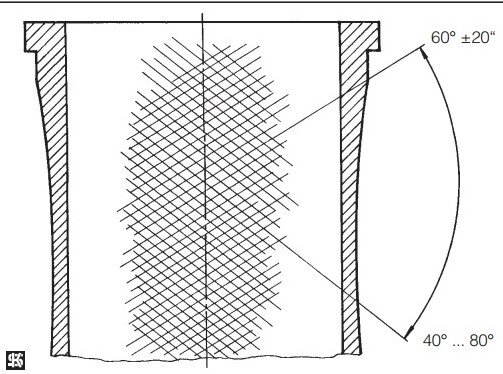
Таким образом, материал используемого бруска не может оказывать влияния на достижение указанных параметров, алмазные бруски могут быть применены наравне с абразивными. Нанесение сетки хона (угол хонингования). Угол хонингования (Рис.2) должен находиться в пределах от 40⁰ до 80⁰ (Kolbenschmidt Pierburg Group), что достигается одновременным возвратно-поступательным и вращательным движением хонинговальной головки при условии установки правильных настроек станка в зависимости от диаметра обрабатываемого цилиндра. Следовательно материал, из которого изготовлены хонинговальные бруски и в этом случае не имеет определяющего значения.
Шероховатость поверхности. «Зеркальная» поверхность не сможет удерживать пленку масла на поверхности цилиндра, поверхность с превышенной шероховатостью справиться с этой задачей, но отрицательно скажется на сроке службы двигателя после капитального ремонта. Заданными параметрами «правильной» шероховатости при методе измерения Ra являются значения 0,4-0,8 мкм. Влияют на шероховатость несколько факторов: зернистость бруска, соблюдение технологии, настройка подачи брусков, при этом критически важной является настройка подачи при чистовом хонинговании, и, наконец марка и качество используемой СОЖ. В компании «Механика» разработана и строго соблюдается технологическая инструкция «Порядок работы на хонинговальном станке для достижения заданных параметров шероховатости поверхности цилиндра», что так же позволяет выполнять работы высокого качества.
ГОСТ 25594-83 Бруски алмазные хонинговальные. Технические условия устанавливает требования к режущей способности брусков и параметрам шероховатости обрабатываемой поверхности (Табл.1). Основываясь на приведенных данных, мы можем предварительно подобрать зернистость алмазного порошка и спроектировать технологическую операцию. Мы настоятельно рекомендуем измерять параметры шероховатости каждой от хонингованной гильзы цилиндра, все территории «Механики» для этих целей оснащены высокоточными измерительными приборами – профилометрами (Рис 3). Опытом, полученным при подборе алмазных брусков для различных операций, мы поделимся во второй части настоящей статьи.
Таблица 1. Режущая способность брусков, параметры шероховатости
Обрабатываемой поверхности ГОСТ 25594-83
Изучив имеющуюся информацию, мы делаем вывод о том, что хонингование алмазными брусками может обеспечить достижение надлежащей шероховатости поверхности при условии соблюдения технологических процессов. Помимо вышеперечисленного в цилиндре нужна высокая квота обнажения графита (50-20%), анализ научной технической литературы и данные лабораторных исследований показывают, что алмазы справляются и с этой задачей. Получается, что алмазные бруски соответствуют всем предъявляемым требованиям к инструменту, применяемому при хонинговании чугунных блоков цилиндров, и могут успешно применяться для выполнения данной технологической операции. В следующих частях статьи мы продолжим изучение актуальной темы – хонингования алмазными брусками. Поговорим о классификации брусков и рекомендациях по их подбору, смазочно-охлаждающих жидкостях, а также о некоторых преимуществах для технических центров.
Александр Агафонов, технолог компании «Механика»
#Хонингование#геометрия отверстия#сетка хона#промышленное восстановление двигателей
Дата: 20.10.2022
Автор: Александр Агафонов