Мы отобрали 5 наиболее популярных дефектов, которые возникают в процессе получения отливки. Начали с наиболее часто встречающихся. Конечно, в отливке может присутствовать и не один вид брака, да вообще весь брак это не пять основных наименований.
В зависимости от номенклатуры, особенностей конфигурации модели, способа литья и даже оборудования, вид брака на конкретной отливке может быть и другим, не указанным здесь. Однако наше экспертное мнение, следующее.
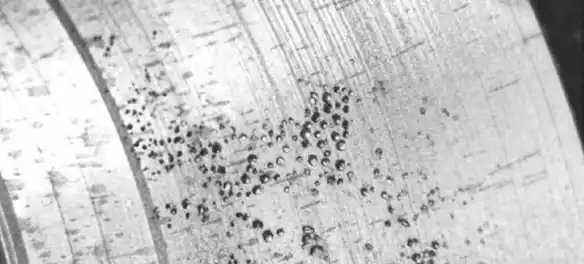
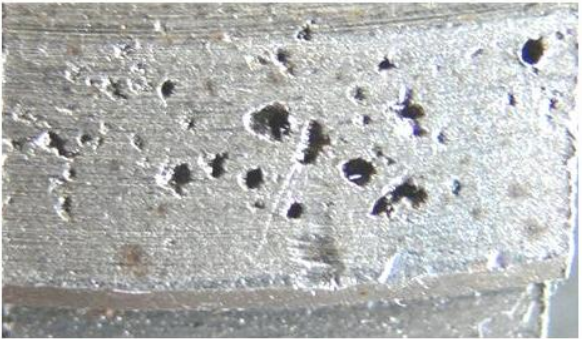
1. Газовые раковины
Располагаются внутри или снаружи отливки, могут быть одиночными или собираться «кучками». Но это всегда небольшие полости с гладкими стенками.
Когда «газит» металл, раковины образуются внутри отливки. Если виновата форма – тоже выделяет газы или плохо их пропускает – появляются открытые раковины.
На что обратить внимание?
На форму и стержни – их газотворность и газопроницаемость.
На систему вентиляции газов – не остаются ли они в форме.
Какова влажность формовочной смеси – ведь влага – это пар и тоже газ.
Содержание азота и водорода в связующем смеси – это тоже газы, которые способствуют появлению раковин.
Режим и плавки и заливки металла – температура, химсостав.
Как происходит сама заливка в форме, нет ли захвата газа.
2. Засор
Это локализованные включения твёрдых веществ на поверхности и внутри литой детали.
Засоры могут быть песчаные, а также шлаковые или появившиеся в результате попадания металлических частичек в расплав.
Чтобы их предотвратить, необходимо аккуратно обращаться с формой, контролировать осыпаемость формовочной смеси. Аккуратно вести заливку и не допускать попадания в расплав легирующих элементов или нерасплавленного холодильника.
3. Пригар
Пригар представляет собой остатки формовочной смеси, пропитанной металлическим расплавом. Она прочно закрепляется на поверхности отливки и образует дефект.
Это может происходить в результате того, что металл проникает в крупные поры на поверхности формы. Тогда пригар называется «механическим».
Если окислы расплавленного металла вступают в химическое взаимодействие с материалом формы и куски её прилипают к отливке, пригар называют «химическим».
Когда лёгкоплавкие частички формовочной смеси расплавляются под действием высокой температуры металла и привариваются к поверхности отливки, пригар называется «термическим».
Чаще всего встречается совмещение процессов и возникновение химико-механического пригара.
Для предотвращения этого дефекта в песчано-глинистую формовочную смесь вводят специальные добавки или используют противопригарные покрытия формы или стержней.
4. Усадочные раковины
Этот дефект выглядит как небольшие шероховатые полости, образовавшиеся снаружи или внутри отливки.
Они могут образовываться из-за нетехнологичности конструкции отливки или литниковой системы. Или из-за неподходящего литейного сплава. А чаще всего из-за того, что питание отливки при её затвердевании недостаточно.
5. Холодные и горячие трещины
Представляют собой надрывы в теле изделия. Могут быть поверхностными или сквозными.
Горячие трещины – хорошо заметны, имеют неровную поверхность излома и чёрные (окисленные) стенки. Образуются при высоких температурах, когда усадочные напряжения в отливке становится выше прочности металла.
Холодные трещины – это разрывы со светлой поверхностью излома, могут быть и цвета побежалости. К ним приводят изменения объёма остывающего металла, когда в нём происходят структурные изменения, а пластичности его не хватает.
Для предотвращения этих дефектов необходимо следить за прочностными и пластическими характеристиками металла и податливостью формы, а также разобраться с конструкцией отливки. Нет ли в ней «термических» узлов и концентраторов напряжений?
Специалисты компании СЛТ помогут с выявлением причин брака на вашем производстве и найдут пути его исправления.
Подробнее о том, что мы можем вам предложить, читайте на нашем сайте.
#производство #россия #предприятия #slt #слт #дефекты #проблемы #экономика