Стойки числового программного управления (ЧПУ) Fanuc-0i имеют большое количество циклов, позволяющих существенно облегчить процесс программирования. Знание и, главное, понимание как работает тот или иной цикл, позволяет за короткое время написать управляющую программу (УП) непосредственно у станка с минимальным количеством ошибок.
В этой статье хочу расписать об одном из таких циклов, которые я широко использую - циклы G71 и G70.
В руководстве по эксплуатации FANUC Series 0i он описан как "Съем припуска при точении (G71)" и " Цикл чистовой обработки (G70).
Формат цикла G71 :
G71 U(d) R(e)
G71 P(n1) Q(n2) U(u) W(w) F(f) S(s) T(t)
где, (d) - глубина реза;
(е) - величина схода;
(n1) - номер первого кадра блока описывающего обработку;
(n2) - номер последнего кадра блока описывающего обработку;
(u) - припуск под чистовую обработку по направлению оси "Х";
(w) - припуск под чистовую обработку по направлению оси "Z";
F, S, T - режимы резания для перемещения инструмента в блоке.
Формат цикла G70:
G70 P(n1) Q(n2)
где, (n1) - номер первого кадра блока описывающего обработку;
(n2) - номер последнего кадра блока описывающего обработку.
Описывать траекторию инструмента при G70 нет необходимости, поскольку она уже описана в G71.
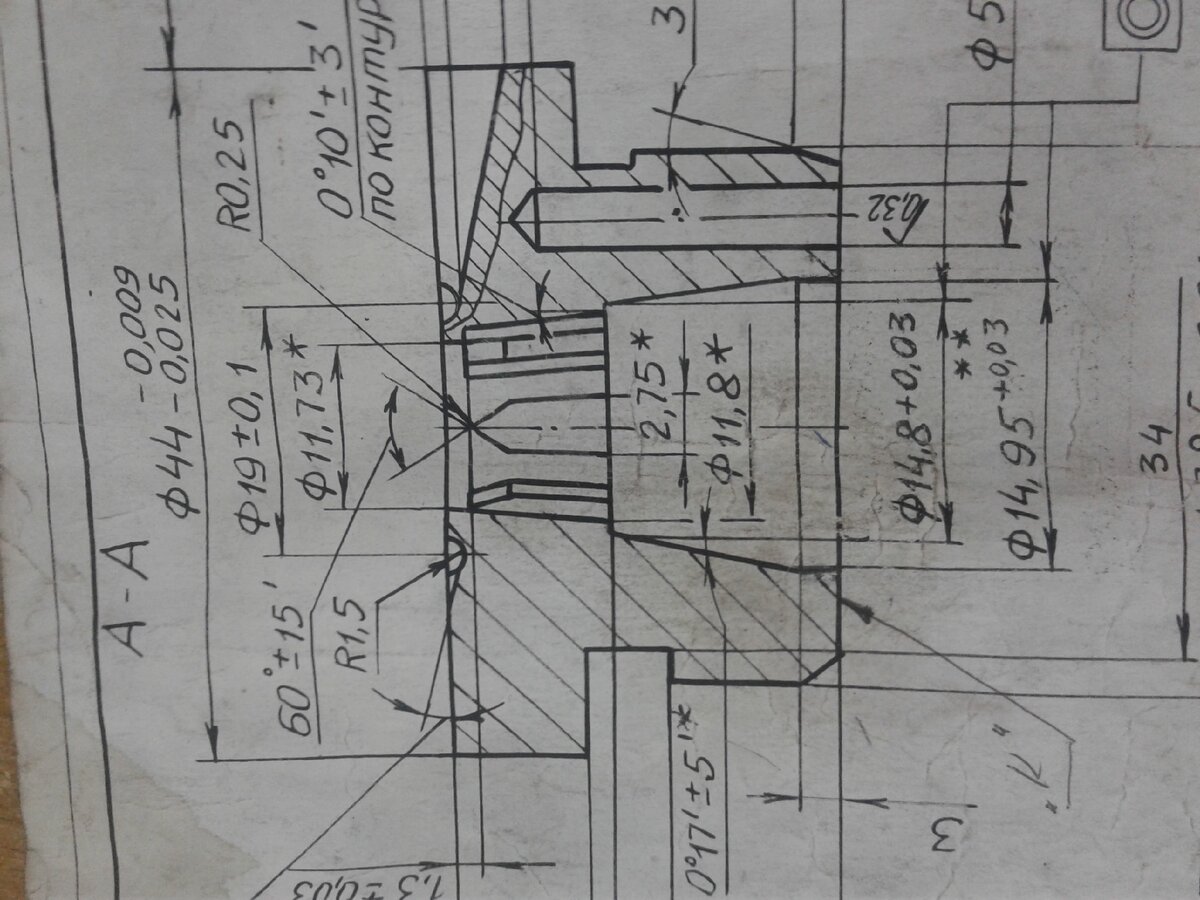
Совместную работу циклов рассмотрим на примере растачивания конического отверстия, ограниченного диаметрами 14,95 и 14,8. Отверстие предварительно просверлено 14,2
УП для черновой обработки (цикл G71)
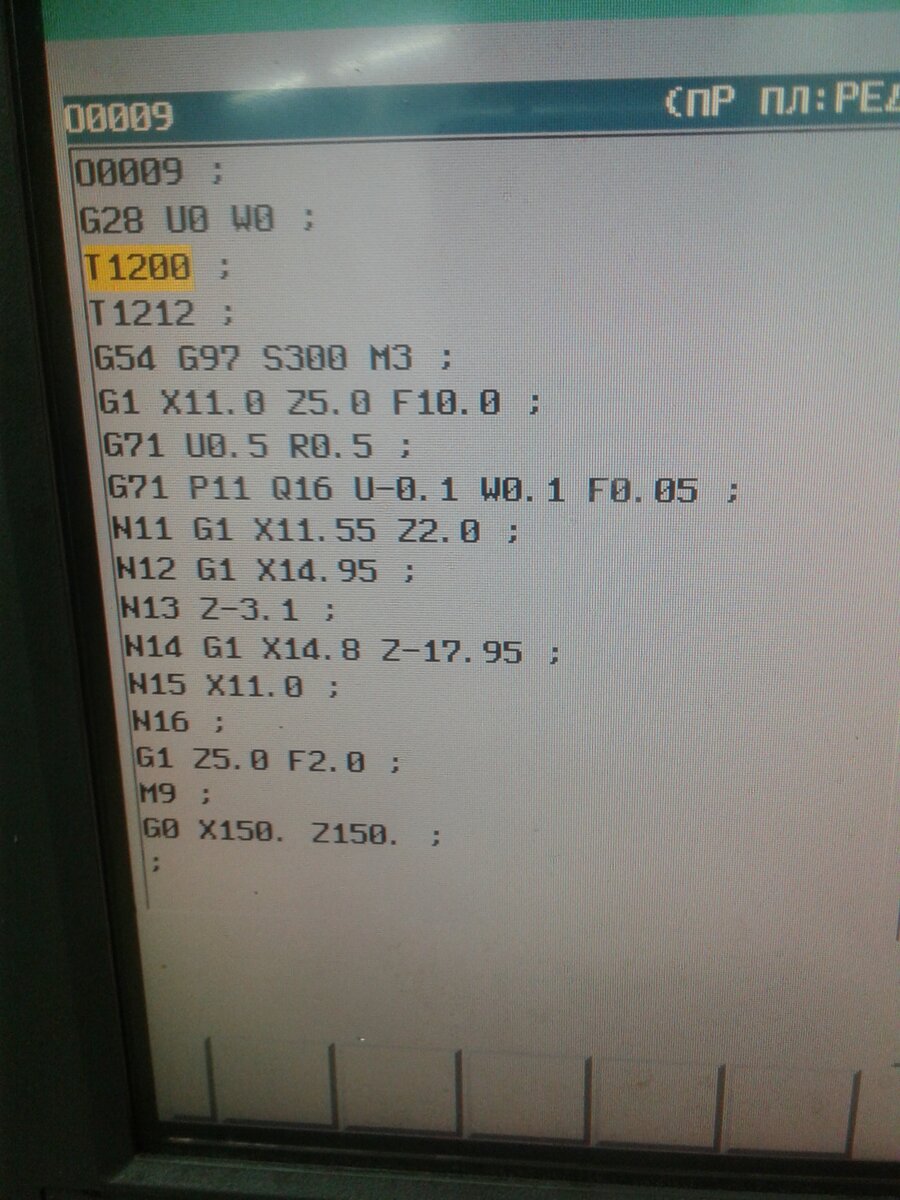
Первые пять кадров УП описывать не буду.
Ниже приведу фотографии отработки данной УП непосредственно на станке.
Теперь блок УП чистовой обработки:
Теперь отработка