Требования безопасности.
Установку и снятие турбокомпрессора производить только при помощи исправных грузоподъемных механизмов и чалочных приспособлений.
К управлению подъемными механизма должен допускаться только обученный персонал.
Запрещается находиться под поднятым грузом и оставлять его без присмотра.
Детали и узлы разработанного турбокомпрессора должны быть уложены на стеллажи. Захламленность рабочего места не допускается.
При разборке, сборке и производстве ремонтных работ пользоваться только исправным механизмом. Деревянные ручки инструмента должны быть гладко обработаны, не иметь сучков, сколов, трещин, должны быть надежно закреплены на инструменте.
Гаечные ключи должны применяться точно по размеру гаек или головок болтов. Рекомендуется применение торцевых ключей.
Длина зубил должна быть не превышать 150 мм, затылки их не должны быть сбиты.
Оборудование, имеющее электропривод, должно быть надежно заземлено.
При проверке работающего турбокомпрессора во время реостатных испытаний (частоты вращения ротора и др.) должно строго выполняться правила техники безопасности при производстве реостатных испытаний.
Разборка турбокомпрессора ТК41.
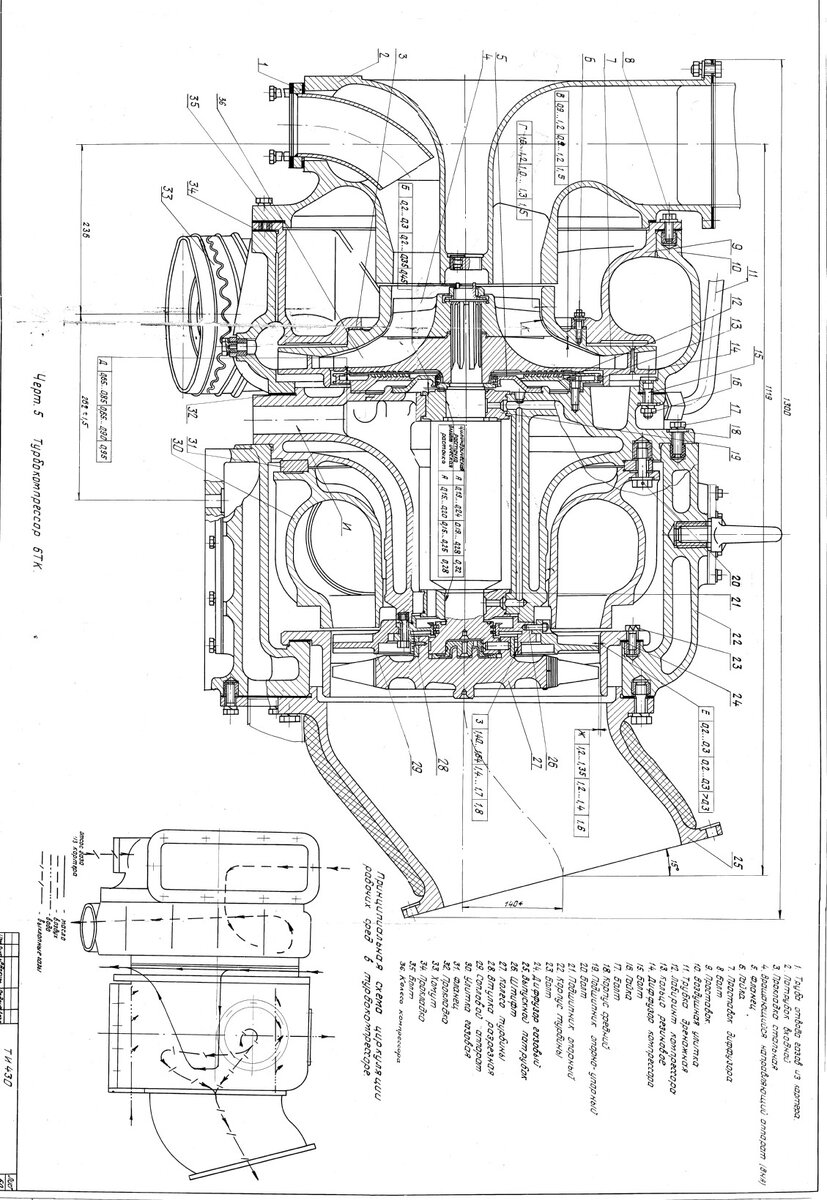
Разборку турбокомпрессора производить на кантователе типа А833 в приспособлении ПР2536 (черт.5).
Закрепить турбокомпрессор на фланце приспособления и повернуть в кантователе так, чтобы был в горизонтальном положении.
Отсоединить дренажную трубу 11 от входного патрубка 2 и среднего корпуса 18 и снять ее.
Вывернуть болты 35 и снять входной патрубок 2.
Вывернуть болты 8. Используя два резьбовых отверстия в проставке 9, отжать болтами проставок от воздушной улитки 10 и снять его вместе с диффузором 14.
Отвернуть гайки 16 на болтах 15 крепления воздушной улитки 10 к среднему корпусу 18 и снять улитку.
Повернуть турбокомпрессор в кантователе так, чтобы ротор располагался вертикально колесом компрессора вниз.
Отвернуть болты и снять выпускной патрубок 25 турбины.
Повернуть турбокомпрессор в кантовалете на 1800 колесом компрессора вверх.
Вывернуть болты 17. Используя четыре резьбовых отверстия М20 в среднем корпусе 18, отжать болтами средний корпус от корпуса турбины 22.
Осторожно, не допуская перекосов во избежание поломки лопаток соплового аппарата или турбины, вынуть средний корпус вместе с ротором, сопловым аппаратом, газовой улиткой из корпуса турбины.
Уложить средний корпус в сборе на приспособление ПР2539 и закрепить.
Вывернуть болты 23 и вынуть диффузор турбины 24 из корпуса турбины.
Вывернуть болты 20 крепления газовой улитки 30 и среднему корпусу.
Отвернуть гайки на болтах крепления двух половин газовой улитки. Снять газовую улитку 30.
Смочить керосином болты и гайки крепления половин соплового аппарата, выдержать 10…15 минут. Отвернуть гайки.
Снять резиновое кольцо 13 с разрезного лабиринта 12. Отвернуть гайки на болтах и шпильках крепления половин среднего корпуса. Снять фланец 31.
Установить на средний корпус приспособление Д45.181.24СБ. и с его помощью разъединить половины корпуса.
Снять верхнюю половину среднего корпуса вместе с половинами разрезной втулки 28, соплового аппарата 29, разрезного лабиринта 12 и фланца 5, не допуская перекоса.
При необходимости замены разрезной втулки 28 или соплового аппарата 29 выпрессовать штифты 26 при помощи приспособления 1-9ДГ-181.02 и вывернуть болты 37 крепления втулки 28 к среднему корпусу 18.
Вывернуть болты крепления половин подшипников, снять верхние половины опорно-упорного 19 и опорного 21 подшипников.
Вынуть ротор из нижней половины среднего корпуса. Уложить ротор на подставку.
Очистить детали турбокомпрессора от нагара, накипи.
Остатки герметика с плоскостей разъема деталей удалить, протерев плоскости ветошью, смоченной в уайт-спирите.
Воздушная захлопка с турбокомпрессора снимается, разбирается, выявленные неисправности устраняются.
Осмотр и ремонт узлов и деталей турбокомпрессора ТК41.
Водяные полости корпусов для выявления трещин турбокомпрессора опрессовываются водой давлением 5 кгс/см2 в течение 5 минут.
Масляные каналы среднего корпуса опрессовывать отдельно также давлением 4…5 кгс/см2. Допускается проверять каналы наливом керосина.
Течь или потение указывают на наличие трещин.
Детали обстучать легкими ударами медного молотка. Дребезжащий звук указывает на наличие трещин.
Воздушные полости входного патрубка, воздушной улитки, проставка – тщательно осматриваются с наружной и внутренней стороны.
При обнаружении сквозных трещин – детали заменить.
Риски и забоины на посадочных поверхностях или поверхностях, сопрягаемых с другими деталями, зачистить не нарушая чистоты обработки поверхности.
При наличии срыва резьбы в крепежных отверстиях алюминиевых деталей рассверлить отверстия с сорванной резьбой, нарезать резьбу большего диаметра и установить стальные ввертыши. Вертыши устанавливать на эпоксидной смоле или другом клеющем составе.
При наличии срывов или смятия резьбы в стальных ввертышах деталей – ввертыши заменить. Если была повреждена резьба алюминиевой детали, разрешается рассверлить поврежденное отверстие для установки в него нового ввертыша большего диаметра.
В среднем корпусе проверить прилегание разъемных деталей при соединенных половинах корпуса в обжатом состоянии. В стыке деталей: подшипников 19 и 21, фланца 5, втулки разрезной 28 и самого корпуса 18 – щуп 0,03 мм не должен проходить. В стыке разрезного лабиринта 12 щуп 0,08 мм не должен проходить.
Поверхность сопряжения половин среднего корпуса проверить также по краске. Прилегание должно быть равномерным, не менее 3 пятен на 1 см2. При необходимости эти поверхности пришабрить.
В обжатом корпусе проверить посадку подшипников в корпусе (по наружному диаметру). При зазоре более 0,035 мм – подшипники заменить.
Прверить внутренние диаметры разрезной втулки 28 и фланца 5.
При наличии кольцевых канавок, задиров глубиной более 0,05 мм, забоин глубиной более 0,15 мм, увеличении внутреннего диаметра до 85,15 мм и более – втулку или фланец заменить.
Резиновые проставочные кольца на стыке корпусов в местах прохода водяных каналов заменять независимо от состояния.
Диффузор (черт.5).
Диффузор обстучать легкими ударами медного молотка. Дребезжащий звук указывает на наличие трещин.
Проверить прилегание лопаток диффузора и сопряженной поверхности проставка 7. Щуп 0,1 мм не должен проходить. Там где это условие нарушено, проверить крепление диффузора и проставка между собой. Ослабшие заклепки заменить.
Местные натиры на поверхности К проставка 7 от лопаток колеса компрессора и направляющего аппарата зачистить. Поверхность К контролировать по шаблону. Просвет не должен быть более 0,2 мм.
Вмятины на внутренней поверхности диффузора турбины более 2 мм при ширине и длине более 20 мм, его овальности, приводящей к уменьшению радиального зазора по рабочим лопаткам менее 1,2 мм и к увеличению зазора более 1,5 мм.
Патрубок выпускной (черт.5).
Осмотреть выпускной патрубок. Риски, натиры на привалочных поверхностях зачистить.
При наличии трещин, сквозных прожогов металла – патрубок заменить.
Кожух теплоизоляционной набивки, имеющий надрывы, надрезы, заменить.
Ротор(черт. 6).
При осмотре ротора проверить состояние рабочих поверхностей шеек вала, лопаток рабочего колеса турбины, колес вращающего направляющего аппарата (далее ВНА) и компрессора, плотность посадки колеса компрессора и ВНА на валу, состояние уплотнительных колец 12 и гребешков лабиринта 5, плотность посадки в радиальном и торцевом направлении втулок 5 и 7 и диска турбины, проверить биение вала ротора и произвести динамическую балансировку. Проверить вал ротора на магнитном дефектоскопе по посадочным поверхностям под подшипники.
Детали проверяются и не допускаются к установке со следующими дефектами:
трещинами на диске турбины, лопатках и ступице колеса компрессора и вращающегося направляющего аппарата;
повреждениями рабочих лопаток турбины (сколы, износы от касания о поверхность диффузора турбины и увеличивающие радиальный зазор более 1,5 мм);
трещинами, прожогами на шейках вала ротора, грубыми кольцевыми рисками глубиной более 0,1 мм в количестве более 3‑х штук (состояние шеек ротора турбокомпрессора вне зависимости от механических повреждений проверяется магнитной дефектоскопией);
износе ручьев под уплотнительные кольца до ширины ручья более 4,3 мм;
потере упругости уплотнительных колец (при расстоянии между торцами менее 12 мм в свободном состоянии кольца, или увеличении зазора в рабочем состоянии по стыку колец более 0,6 мм);
ослаблении посадки диска турбины (наличии люфта относительно вала);
износе гребешков лабиринта турбины до размера менее 148,3 мм;
трещинами в ступице и лопатках соплового аппарата, с повреждениями лопаток соплового аппарата в виде газовой коррозии, с забоинами и вмятинами глубиной более 1/3 толщины лопаток (в месте дефекта), с погнутостью;
износе более 0,5 мм на сторону поверхностей втулки и фланца, обеспечивающих контактное уплотнение с поверхностями уплотнительных колец;
Острые края кольцевых рисок на шейках и упорных торцах вала и втулки полируются. При износе шеек более 0,06 мм они шлифуются до размера 54,7 (‑0,03) или 54,5 (‑0,03) мм. Зазор «на масло» обеспечивается за счет установки ремонтных подшипников черт.6ТК.03.050 РСБ‑1 или 6ТК.03.060 РСБ‑1.
При наличии трещин в любом месте – ротор заменить.
Все детали ротора снимать с вала только при необходимости их замены.
Осмотреть опорные шейки вала под подшипники:
а) отдельные риски на цапфах, заполировать наждачной бумагой, зернистостью не выше №12.
б) риски, забоины или другие повреждения на цапфах глубиной более 0,1…0,2 мм устранять шлифовкой на станке с последующим хромированием.
в) при износе шеек ротора более 0,2 мм до 0,6 мм, овальность и конусообразности более 0,005 мм, наличие рисок глубиной до 0,15 мм и шириной до 1 мм в количестве 2-х штук, произвести перешлифовку вала с установкой градационных подшипников.
Последовательность операции при этом следующая:
1) Поместить на торцах лопаток турбины и диска турбины порядковые номера лопаток и вынуть их, разогнув замочные пластины.
2) Прошлифовать шейки вала до размера Ø54,5-0,03.
3) Произвести хромирование цапф с последующим шлифованием до размера Ø54,7-0,03.
4) Установить на место лопатки турбины соответственно маркировке. Замочные пластины применить новые.
5) Произвести динамическую балансировку ротора.
6) При сборке турбокомпрессора устанавливать ремонтные (градационные) подшипники. При этом зазор на масло должен быть выдержан:
- для подшипников с цилиндрической расточкой – 0,19…0,24 мм;
- для подшипников с эллиптической расточкой – 0,15…0,20 мм.
7) При износе шеек ротора более 0,6 мм ротор заменить.
Проверить длину шейки вала ротора под опорно-упорный подшипник. Длина не должна превышать более 45,3 мм. При наличии рисок на упорных торцах вала и упорной втулки 11 глубиной до 0,1 мм прошлифовать торцы, не выходя за пределы размера 45,3 мм.
При наличии рисок глубиной более 0,1 мм ротор заменить.
Уплотнительные кольца 12 заменить:
а) при поломке;
б) при наличии местных износов на торцевых поверхностях;
в) при равномерном износе по толщине до размера менее 3,76 мм;
г) при потере кольцом упругости: уменьшении зазора в замке в свободном состоянии менее 12 мм или уменьшении зазора в замке в рабочем состоянии менее 0,1 мм.
Новые уплотнительные кольца проверить на плите: неплоскостность торцов не должна быть более 0,08 мм.
Новые кольца должны перемещаться свободно в канавках, зазор в замке должен быть в пределах 0,1…0,5 мм (в рабочем состоянии), зазор в ручьях – 0,06…0,22 мм.
Осмотреть лабиринт на валу ротора со стороны турбины (втулку 5).
В случае излома, снятия гребешков лабиринта, увеличения радиального зазора между гребешками и разрезной втулкой соплового аппарата более допустимого – втулку заменить.
Внутренний диаметр втулки должен быть выполнен в соответствии с диаметром ступицы диска так, чтобы обеспечивается натяг 0,018…0,055 мм.
При замене лабиринтовой втулки (износе гребешков) допускается спрессовка колеса и ВНА с последующей установкой их на ротор.
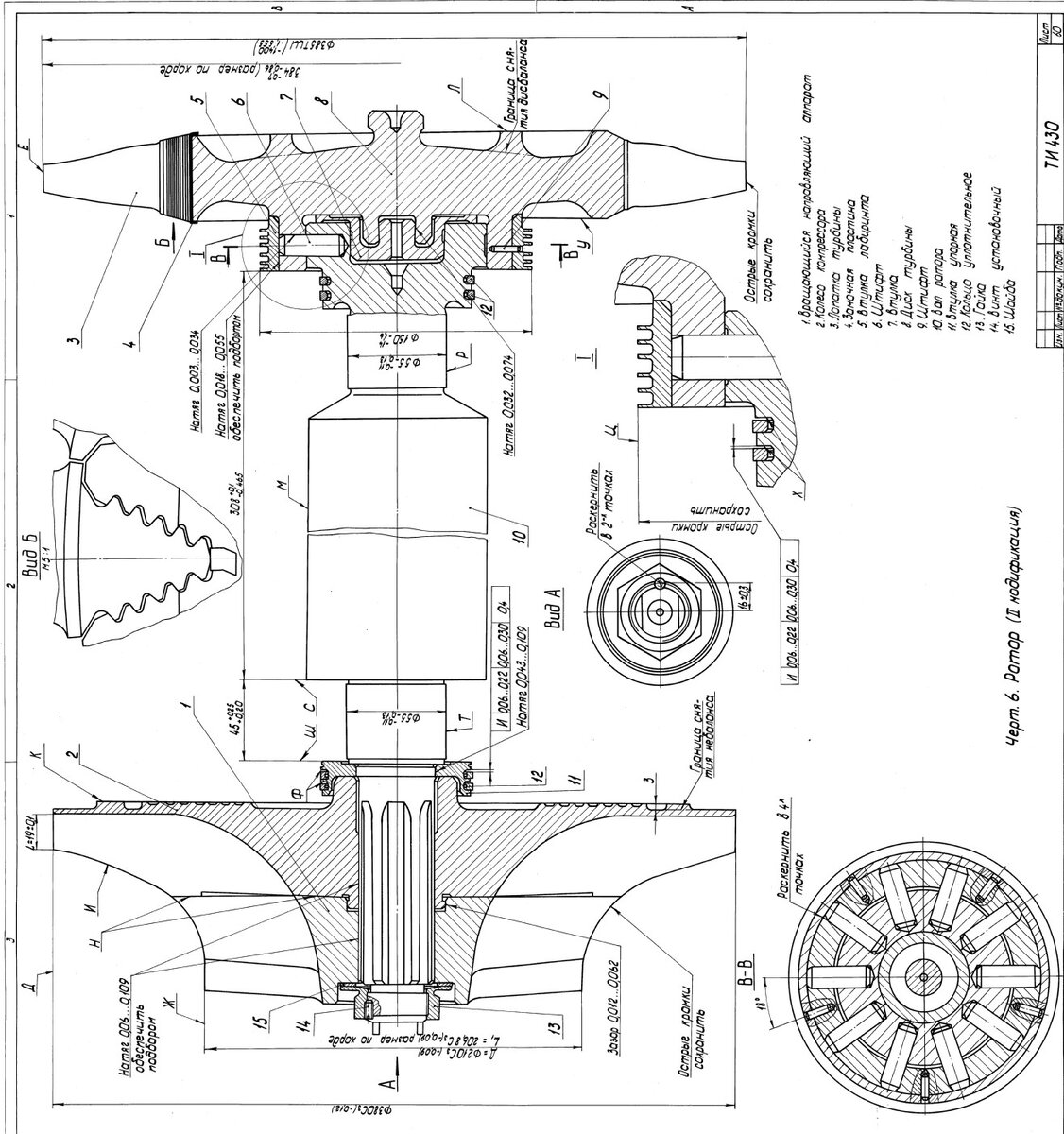
Вращающейся направляющий аппарат (ВНА) и колесо компрессора (черт.6).
ВНА и колесо компрессора осмотреть и обстучать.
Детали заменить при наличии:
а) трещин любого размера и расположения;
б) рисок, забоин, надиров на поверхностях Ж и И глубиной более 1 мм;
Дефекты на дисках ВНА и колеса: забоины глубиной до 1 мм, размером до 2 мм, в количестве не более 5 штук, кольцевые риски глубиной до 0,3 мм – заполировать и проверить цветным методом.
Колеса компрессора и воздушного направляющего аппарата заменяются комплектно с обеспечением натяга по шлицам 0,06...0,109 мм.
Проверить посадку ВНА и колеса компрессора на валу ротора. Ослабление деталей (качение, проворачивание, смещение друг относительно друга) не допускается. Несовпадение кромок лопаток ВНА и колеса не должно быть более 0,2 мм.
Ослабшие детали снять с вала ротора и заменить.
В случае замены ВНА или колеса компрессора динамическая балансировка ротора, проверка торцевого зазора по лопаткам колеса компрессора и радиального зазора на входе в ВНА – обязательны.
Колесо турбины (черт.6).
Осмотреть диск турбины 8, лопатки 3. Проверить, нет ли погнутости, трещин лопаток, трещин или надрывов в местах отгиба замочных пластин 4.
Выявление трещин на пере лопаток производить методом цветной дефектоскопии.
При наличии забоин на верхних кромках лопаток в количестве более 5 штук при площади каждой забоины более 1 мм2, глубиной до 1 мм; газовой коррозии глубиной более 0,2 мм, общей площадью более 20 мм2 – поврежденные лопатки заменить:
а) отогнуть замочную пластину;
б) к хвостовику лопатки приложить чекан И474 (черт.1) с деревянной или медной подкладкой и сильными ударами молотка выдвинуть лопатку из паза.
Выдвижение лопаток из пазов производить в направлении турбина – компрессор.
Осмотреть «елочные» пазы диска в местах, где удалены лопатки – забоины, задиры, вырывы, трещины и острые кромки не допускаются.
При обнаружении указанных дефектов ротор заменить.
При замене лопаток новые лопатки с новыми замочными пластинами устанавливать в диаметрально противоположных плоскостях. Разность веса этих лопаток не должна быть более 1 гр. Вес вновь устанавливаемых лопаток не должен отличаться от веса снятых, более чем на 3 гр.
Подшипники опорно-упорный и опорный (черт.5).
Корпуса подшипников заменить:
а) при наличии трещин в любом месте;
б) при наличии зазора по наружному диаметру подшипников в среднем корпусе (при обжатом состоянии), превышающего величину 0,035 мм.
в) при увеличении зазора «на масло» более:
- 0,25 мм – для подшипников с эллиптической расточкой;
- 0,28 мм – для подшипников с цилиндрической расточкой.
При этом обмер подшипников производить в обжатом среднем корпусе.
Осмотреть рабочие поверхности подшипников.
Проверить прилегание половин подшипников друг к другу (плотность стыка) по краске. Прилегание должно быть не менее 75% площади с равномерным расположением пятен. При необходимости, поверхности пришабрить, не нарушая чистоты поверхности.
При установке отремонтированных или новых подшипников на турбокомпрессор проверить осевой разбег ротора и зазор между лопатками колеса компрессора и проставком диффузора. При необходимости заменить прокладки 3 и 34.
Газовая улитка (черт.5).
Половины газовой улитки осмотреть и обстучать.
При наличии прожогов, сквозных трещин в теле деталей, выходящих на привалочные поверхности, детали заменить.
При наличии подозрения на трещины, дефекты литья, (например, пористость) эти места проверить на плотность путем обмеливания и пропитки керосином.
Риски и забоины на привалочных и посадочных поверхностях зачистить.
Трещины в теле деталей, за исключением привалочных и посадочных поверхностей, разрешается заварить.
Проверить по щупу прилегание сопряженных поверхностей половин газовой улитки.
При соединении половинах в обжатом состоянии зазор не должен быть более 0,1 мм.
Сопловой аппарат (черт.5).
Сопловой аппарат осмотреть, проверить методом цветной дефектоскопии на наличие трещин.
При обнаружении трещин на лопатках, ступице – сопловой аппарат заменить.
Сопловой аппарат заменить также при:
а) газовой коррозии;
б) забоин, вмятин;
в) поломки выходных кромок на длине (по хорде) более 3 мм.
Проверить сопловой аппарат методом цветной дефектоскопии.
Проверить прилегание половин соплового аппарата по краске в обжатом состоянии. Прилегание должно быть не менее 75%. При необходимости, поверхности пришабрить.
При сборке турбокомпрессора контролировать радиальный зазор соплового аппарата в отверстии газового диффузора 24, который не должен быть более 0,3 мм.
Проверяется суммарное проходное сечение соплового аппарата, которое должно быть в пределах 148...150 см2. Величина сечения регулируется подгибкой выходных кромок лопаток по шаблону.
Сборка турбокомпрессора.
Уложить нижнюю половину среднего корпуса 18 вместе с закрепленными на ней половинами лабиринта компрессора 12, фланца 5, разрезной втулки 28 с соответствующей частью соплового аппарата 29 на приспособление ПР 2539 и закрепить.
Установить нижние половины подшипников 19 и 21 в корпус с натягом.
Смазать маслом рабочие поверхности подшипников и цапфы ротора.
Повернуть уплотнительные кольца 12 (черт.6) в канавках ротора так, чтобы их замки были расположены на 1800 друг относительно друга.
Установить ротор на подшипники корпуса, поставить верхние половины подшипников и закрепить их болтами. Затяжку производить моментом 3…3,5 кгс м (усилие 15 кг на плече 200 мм). Зафиксировать болты проволокой.
После закрепления подшипников ротор должен вращаться свободно от руки.
Проверить осевой разбег ротора в подшипниках, при этом штангу с индикатором крепить на одно из отверстий во фланце среднего корпуса.
Разбег должен находиться в пределах, указанных в приложении 1.
Проверить наличие новых резиновых проставочных колец на стыке корпусов в местах прохода водяных каналов.
Покрыть привалочные поверхности половин среднего корпуса пастой «Герметик». Завернуть гайки на болтах и шпильках.
Соединить болтами половины соплового аппарата 29.
Установить на средний корпус 18 фланец 31 и половины газовой улитки 30, завернуть болты 20.
Замерить осевой зазор по лабиринту компрессора. Зазор должен быть в пределах, указанных в приложении 1.
Установить корпус турбины 22 на приспособление ПР2536 в кантователе типа А833.
Установить в корпус турбины диффузор 24 и закрепить болтами 23.
Повернуть корпус турбины в кантователе диффузором 24 вниз. Покрыть сопрягаемые поверхности фланцев корпусов турбины и среднего – пастой «Герметик». Не допуская перекоса, опустить средний корпус в сборе с ротором в корпус турбины и затянуть болты 17.
На фланец среднего корпуса надеть прокладку 32 и установить воздушную улитку 10. Закрепить болтами 15.
Собрать проставок 9 с диффузором компрессора 14, установив между ними прокладку 34 и проставок 9 с диффузором. Закрепить болтами 8.
Повернуть турбокомпрессор в кантователе в горизонтальное положение.
Обеспечиваются следующие монтажные зазоры и натяги: зазор на масло в подшипниках 0,15–0,25 мм; осевой разбег ротора 0,2–0,4 мм; радиальный зазор по лабиринтам турбины 1,4–1,7 мм; посадка подшипников в среднем корпусе зазор 0,025 мм; натяг 0,035 мм; осевой зазор по лабиринту компрессора 0,65–0,9 мм; торцевой зазор между лопатками колеса компрессора и проставкам диффузора 0,9–1,2 мм (при условии упора торца вала ротора в торец подшипника); радиальный зазор по лопаткам ВНА 1,0–1,3 мм; зазор по стыку уплотнительных колец в рабочем состоянии 0,1–0,6 мм и радиальный зазор по лопаткам турбины 1,5 мм.
Установить и закрепить входной патрубок 2.
Установить дренажную трубу 11.
Опрессовать водяные полости турбокомпрессора давлением воды 6 кгс/см2 в течение 5 минут. Течь и потение в соединениях не допускается.
Проверить поступление масла к подшипникам. При подаче масла в штуцер подвода оно должно стекать в полость И.
Проверить легкость вращения ротора от руки. Заклинивание или прихватывание не допускаются.
Замер осевого перемещения (осевого разбега) ротора производить в следующей последовательности:
а) переместить ротор в подшипниках вдоль оси турбокомпрессора в сторону турбины до упора;
б) установить индикатор так, чтобы его ножка упиралась в торец гайки ротора с натягом 2…3 мм, затем переместить стрелку индикатора на нуль шкалы;
в) переместить ротор в подшипниках в сторону компрессора до упора;
г) показание индикатора – есть величина осевого разбега ротора. Разбег должен быть в пределах, указанных в приложении 1.
Замер радиального перемещения ротора.
Производится с целью определения состояния подшипников. Величина радиального перемещения косвенно характеризует степень износа подшипников.
Последовательность замера следующая:
а) установить индикатор так, чтобы ножка его упиралась в диаметральную наружную поверхность гайки ротора с натягом 2…3 мм, переместить стрелку индикатора на нуль шкалы;
б) поднять конец вала ротора вверх до упора (строго вертикально);
в) показания индикатора – есть величина радиального перемещения ротора.
Эта величина не должна быть более 0,4 мм. При радиальном перемещении 0,4 мм и более турбокомпрессор необходимо разобрать для восстановления зазоров в подшипниках.