Вот мы и подошли к одному из основных этапов керамического производства - формование заготовок.
При этом в нашем распоряжении находятся порошки, размер частиц которых не превосходят 1мкм, т.е. порошки, отвечающие требованиям производства высококачественной керамики.
Как было показано в 1, 2, и 3 частях настоящей статьи достижение столь высокой дисперсности синтезированных порошков связано с использованием технологии непрерывного твердофазного синтеза (НС).
В этой связи проанализируем влияние дисперсности формуемых порошков на:
- величину давления одноосного формования заготовок;
- достижение высокого уровня однородности микроструктуры спеченных заготовок и как следствие повышение рентабельности производства в целом.
Оптимальное давление одноосного формования керамических порошков
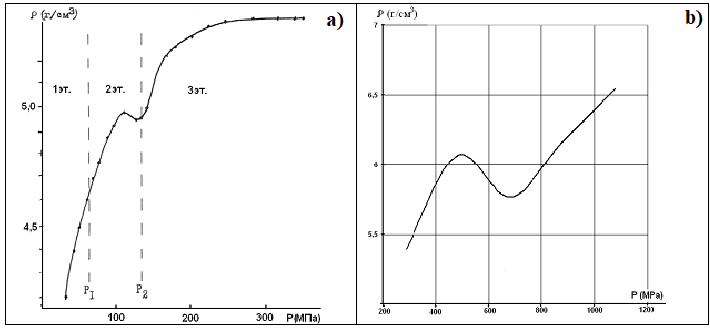
С точки зрения формирования исходной микроструктуры формуемой заготовки весь процесс ее формирования можно условно разделить на три основных этапа, отличающихся друг от друга устойчивостью ансамбля структурных элементов уплотнения (гранулы исходной механической смеси), возможностью их конфигурационной перестройки или разрушения при достижении критических значений внешних усилий, рис.4.1а.
При этом надо понимать, что окончательное формирование заготовки происходит при снятии внешнего давления, когда под действием остаточных механических напряжений формируются дефекты ее микроструктуры (микротрещины, расслоения и др.).
Суть выделенных этапов заключается в следующем:
1.На первом этапе при Р ≤ Р1 происходит перемещение и контакт гранул (исходной механической смеси (ИМС)) между собой. При этом по мере роста внешнего усилия, площадь контакта между отдельными гранулами растет и достигает своего максимума перед началом их разрушения.
В пределах этих давлений наблюдается монотонный рост плотности, несмотря на то, что гранулы еще не подвергаются массовому разрушению, (рис.4.2а, растровая электронная микроскопия).
2.На 2-м этапе прессования наряду с последующим уплотнением заготовки, связанной с ростом прессового давления (Р > Р1), начинает постепенно развиваться процесс разуплотнения, вызванный разрушением отдельных гранул, (рис.4.2b).
При этом процесс разрушения гранул сопровождается снижением уровня однородности их упаковки (в качестве структурных элементов формуемой заготовки).
Таким образом, на втором этапе (Р > Р1) происходят качественные изменения однородности упаковки заготовки, связанные с переходом структурного элемента упаковки от гранулы (вследствие ее разрушения) к исходной частице керамического порошка.
При этом плотность заготовки на втором этапе определяется результатами действия этих конкурирующих процессов и не исключает того, что вклад разуплотнения может оказывать превалирующее влияние на конечную плотность образца.
3.На третьем этапе Р>Р2 завершается процесс разрушения гранул и уплотнению уже подвергаются исходные частицы формуемого порошка. В теле заготовки интенсивно развиваются перепрессовочные трещины, рис.4.2с).
В общем случае третий этап завершает возможности одноосного формования.
Дальнейшее увеличение давления приводит к разрушению исходных частиц и уплотнению их осколков, процесс уплотнения повторяется, при этом в качестве структурных элементов порошка выступают осколки разрушенных исходных частиц (изостатическое холодное прессование) рис.4.1b).
Как следует из динамики изменения микроструктуры формуемой заготовки, на каждом из выделенных этапов ее формования возникает преимущественная концентрация неоднородностей определенного типа, а именно:
- на 1 этапе – неравномерное распределение межгранульных пор в объеме заготовки. При этом максимальная однородность упаковки достигается при давлении Р = Р1;
- на 2 этапе – образование областей разуплотнения упаковки, связанное с разрушением гранул. Происходит смена основного структурного элемента упаковки (гранулы заменяются исходными кристаллическими частицами);
- на 3 этапе – формирование локальных перенапряжений и перепрессовочных трещин.
В общем случае распределение дефектов можно представить следующей схемой, рис.4.3.
Как видно из рис.4.3 величина давления формования Р = Р1 в процессе уплотнения исходного пресс-порошка занимает особое место, поскольку именно при этом давлении достигается:
-максимальная однородность упаковки структурных элементов (гранул);
-наиболее равномерно-напряженное состояние в целом, т.к. оно определяется упругим взаимодействием гранул, а процесс их массового разрушения еще не наступил;
-отсутствие (или, по крайней мере, минимум) точек локальных перенапряжений, характерных для более высоких давлений, когда роль структурного элемента заготовки переходит от гранулы (после её разрушения) к исходной частице керамического порошка.
Именно достижение такого состояния заготовки и составляет суть требований со стороны этапа спекания к ее формованию в рамках единого принципа оптимизации керамической технологии в целом.
Связано это с тем, что чем выше уровень однородности микроструктуры формуемой заготовки, тем ниже вероятность развития анизотропии спекания и как следствие - минимизация разброса значений практически всех характеристик оксидного керамического материала.
Таким образом, если критерием оптимизации прессового давления считать сохранение полезных свойств керамического материала с минимальным разбросом их значений, то величину давления Р = Р1 можно считать оптимальным (Роп).
Специалистам, аспирантам, соискателям и студентам. Обращайтесь, Вас услышат. E-lk783395@gmail.com