1. Осмотр и ремонт деталей гидропривода
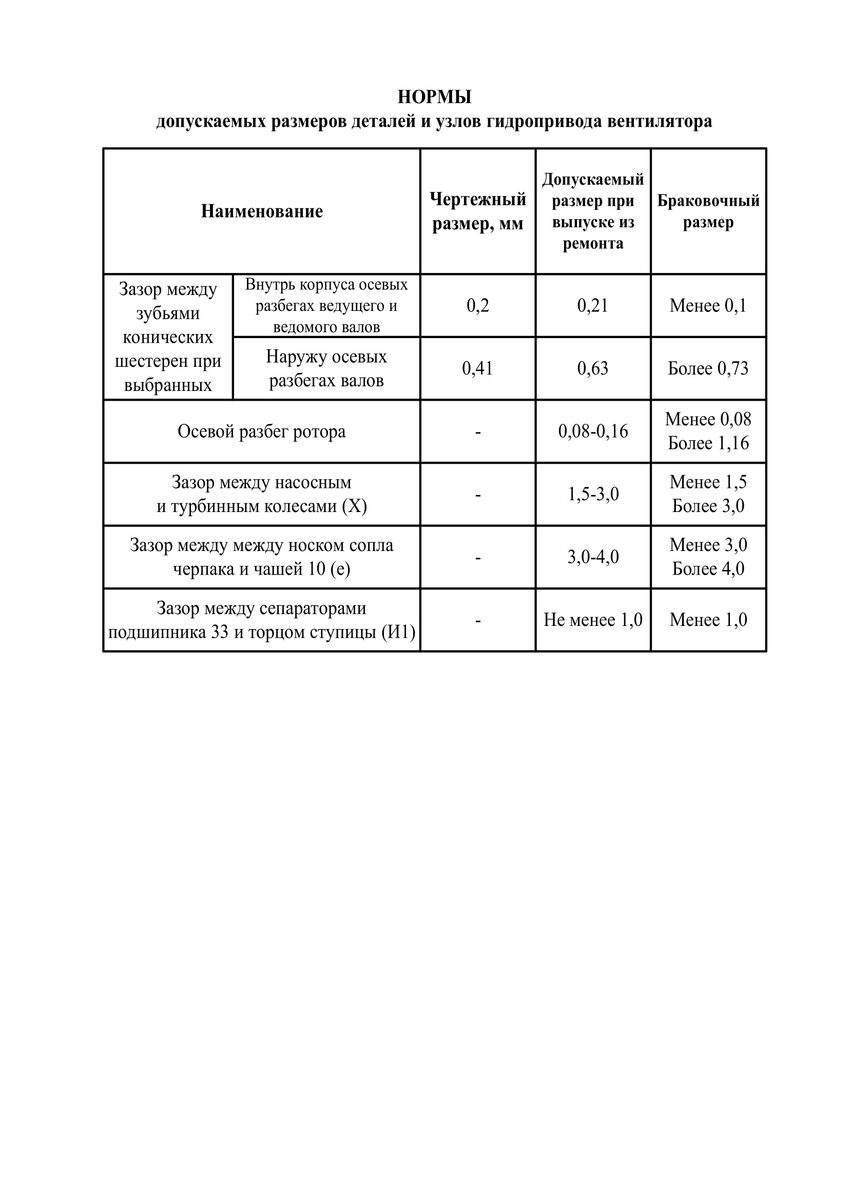
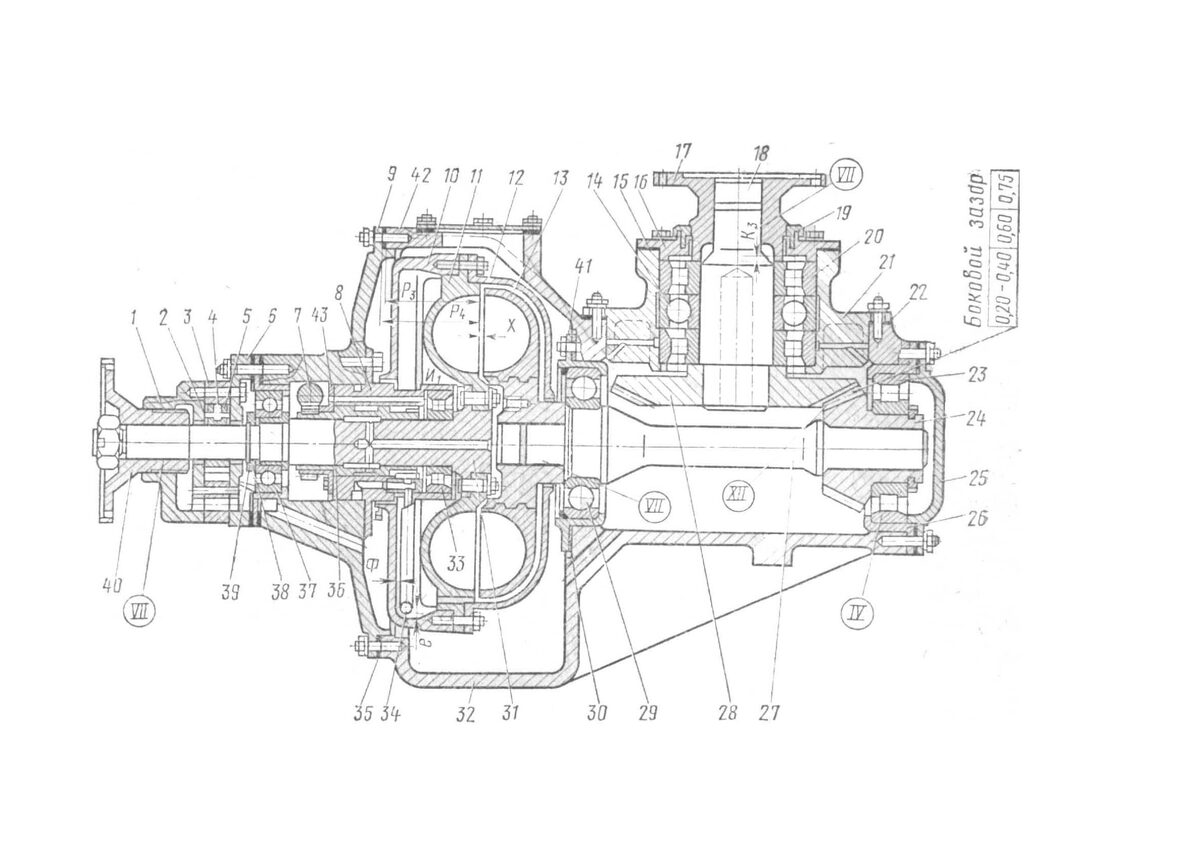
1.1 При контроле особое внимание обращают на состояние соединений деталей и узлов, отмеченных на рисунке цифрами в кругах, проверяют, нет ли трещин в деталях из алюминиевых сплавов и повреждений в их резьбовых частях. Валы проверяются магнитным дефектоскопом. Зазоры между деталями масляного насоса определяют микрометром. Осевой зазор ротора (0,08-0,16 мм) регулируют торцовкой статора 3. Следы износа (от ротора) с поверхностей крышки 1 и фланца 6 ликвидируют шабрением. Нормальный зазор (0,02-0,06 мм) между лопастями и ротором насоса достигают заменой лопастей.
1.2 При ремонте корпусов разрешается:
- заваривать трещины длиной не более 100 мм;
- восстанавливать отломанные лапы корпусов;
- восстанавливать посадочные поверхности под гнезда подшипников наплавкой или гальваническим методом;- перерезать на следующие по ГОСТ размеры дефектные резьбовые отверстия или восстанавливать заваркой с последующей обработкой до чертежных размеров;
- проходные отверстия под болты и шпильки, имеющие выработку обработать до размера, превышающего чертежный не более чем на 2 мм, или заварить и обработать до чертежного размера.
1.3 Подшипники качения заменяются новыми или отремонтированными. Сальники заменяются новыми независимо от их состояния. Допускается на крышках заваривать трещины длиной не более 50 мм, не находящиеся на посадочных поверхностях. Валы редукторов дефектоскопируются, дефектные заменяются. Шестерни заменяются при наличии изломов или трещин в зубьях и в теле шестерни; повреждения коррозией зубьев более 15% поверхности; отколов зубьев, при нахождении дефектного места от торца зуба на расстоянии более 5% его длины; вмятин на поверхности зубьев, площадью более 50 кв.мм, глубиной более 0,3 мм; износа шлицев по ширине более 25%. Конические шестерни заменяются комплектно. Конические поверхности валов, шестерен и фланцев проверяются на прилегание по сопрягаемым поверхностям. Прилегание должно быть равномерным и не менее, чем на 75% поверхности.
1.4 Цилиндрические посадочные поверхности валов, подшипниковых гнезд и шестерен восстанавливаются гальванопокрытием или наплавкой, конические поверхности и резьбы- наплавкой. Допускается перерезка дефектной резьбы на валах и в отверстиях на следующий размер по ГОСТ. Допускается износ отверстий под болты и штифты - 2 мм, при большем износе отверстия завариваются и обрабатываются до чертежных размеров.
1.5 Турбинные колеса с толщиной лопаток менее 3 мм, насосные - менее 4 мм, заменяются; насосные колеса с трещинами в перемычках между окнами и дисках также заменяются. Турбинному и насосному колесам, колоколу и ступице гидромуфты производится статическая балансировка. Допускаемый дисбаланс не более 140 гсм.
2. Сборка гидропривода
2.1 При сборке выполняются следующие требования:
- все детали должны поступать на сборку чистыми;
-подшипники должны быть посажены в гнезда и на валы до упора с предварительным нагревом до температуры 180-200 С;
- прилегание зубьев цилиндрических шестерен по краске должно быть не менее 60% по длине и высоте зуб, при этом у 10% зубьев прилегание допускается не менее 50% по длине для цилиндрических пар. Пятно контакта должно располагатся в средней части поверхности зубьев, у конических пар не менее 50% по высоте и 40% по длине зуба, при этом пятно контакта должно располагаться у делительного конуса и отстоять от торца малого модуля не боле, чем на 3 мм (со стороны малого конуса). Несовпадение торцов цилиндрических шестерен должно быть не более 2 мм, а конических не более 3 мм;
- постановка шпилек производится на сурике или белилах. Крышки ставятся на паронитовых прокладках, смазанных с обеих сторон дизельным маслом;
- затяжка болтов, расположенных диаметрально противоположно, производится поочередно. После затяжки щуп 0,05 мм по плоскости соединения деталей не должен заходить;
- по плоскости разъема картеров накладывается шелковая крученая специальная нить толщиной 0,1-0,2 мм. Щуп толщиной 0,05 мм не должен проходить по плоскости разъема картеров на глубину более 5 мм; - в гидроприводе вентилятора боковой зазор между черпаковыми трубками и корпусом насосного колеса должен быть не менее 1 мм;
- в собранных редукторах валы вращаются без рывков, заклиниваний в шестернях и подшипниках;
- ход зубчатой рейки гидропривода вентилятора устанавливается 42±1 мм.
2.2 Общая сборка ведется в таком порядке: монтируют в корпусе 32 горизонтальный вал 27 в сборе, затем ведомый вал 18 в сборе. Регулируют зацепление шестерен 24 и 28 прокладками, помещаемыми под деталями 21 и 41. После регулировки зацепления шестерен на конец вала 27 надевают чашу 12 и напрессовывают турбинное колесо 13 с осевым натягом 4-7 мм. Определяют зазор Х между насосным и турбинным колесами по формуле: Х=Р3-Р4, где Р3 -расстояние между торцами фланца корпуса 32 и турбинного колеса, мм; Р4 - то же между торцами фланца 9 и насосногоколеса, мм.
2.3 Зазор Х в пределах 1,5-3 мм регулируют прокладками 35. Надевают на шпиль прокладки 35, соединяют фланец 9 с корпусом 32 так, чтобы сливное отверстие располагалось внизу. Скрепляют гайками чаши 10, 12 и насосное колесо 11. Ставят на место крышки 25 и 42, масляный фильтр, сапун, присоединяют трубопроводы и т.д.