Формирование процессов и методов
Сырая глина состоит в основном из настоящих глинистых частиц и неразложившегося полевого шпата, смешанных с другими компонентами магматических пород, из которых она была получена, обычно в значительных количествах кварца и небольших количествах слюды, оксидов железа и других веществ. Поэтому состав и, следовательно, поведение и пластичность глин из разных источников несколько отличаются. За исключением крупнозернистых глинистых изделий, которые могут быть изготовлены из глины в том виде, в котором она находится в земле, керамика изготавливается из специальных глин плюс другие материалы, смешанные для достижения желаемого результата. Смесь называется глиняным телом, или партией.
Для приготовления партии ингредиенты смешиваются с водой и редуцируются до желаемой степени тонкости. Излишки воды затем удаляются.
Формование глины
Самые ранние сосуды были смоделированы вручную с помощью пальца и большого пальца метод, который до сих пор используется японцами для изготовления чайников Raku (японская глиняная посуда ручной лепки). Для изготовления квадратных или продолговатых сосудов использовались плоские глиняные плиты, склеенные вместе (с использованием глиняного слипа в качестве клея), а плиты могли быть сформированы в цилиндр и снабжены тем же самым плоским основанием. Ранним развитием была колтюбинговая гончарная мастерская. Длинные рулоны глины наматывали по кругу, слой за слоем, до тех пор, пока не была достигнута приблизительная форма; стенки сосудов заканчивали выскабливанием и выравниванием. Таким образом были сделаны некоторые удивительно тонкие ранние горшки.

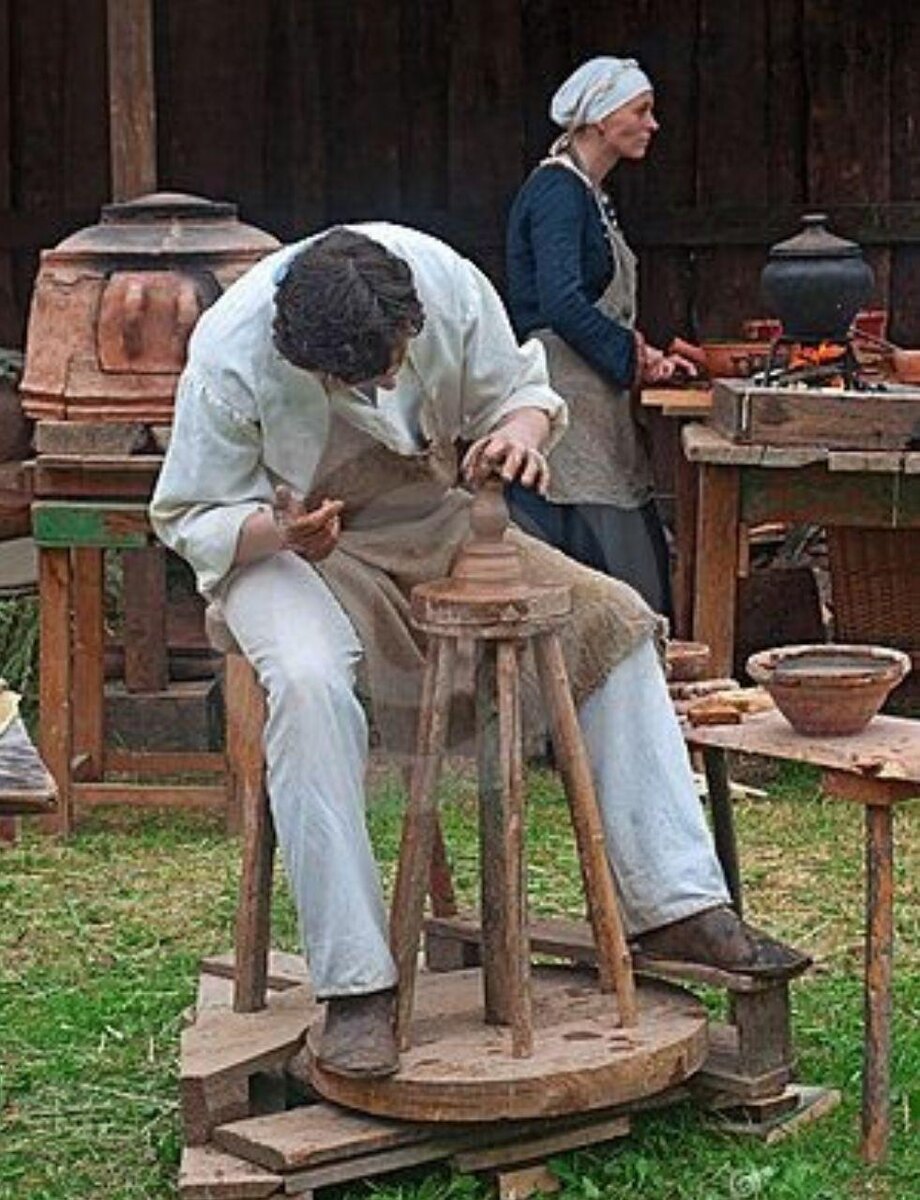
Невозможно сказать, когда был введен гончарный круг, который является сложным инструментом и нуждается в длительном обучении. Горшок не может быть изготовлен ручным моделированием или намоткой без того, чтобы гончар не поворачивал его и не перемещался вокруг него, и, поскольку поворот требует наименьших человеческих усилий, это, очевидно, был бы предпочтительнее. Развитие медленного или вращающегося вручную колеса в качестве дополнения к гончарному производству привело, в конечном счете, к появлению толкающего колеса, вращаемого ногой, которое стало основным инструментом гончара. Гончар бросает глину на быстро вращающийся диск и формирует свой горшок, манипулируя им обеими руками. Это значительный подвиг ручной ловкости, который приводит к гораздо большей точности и симметрии формы. Пожалуй, самым искусным из всех гончаров были китайцы. Прекрасным примером их виртуозности являются двойные тыквенные вазы, изготовленные начиная с XVI века, которые переворачивались в отдельные секции и затем соединялись вместе. К 18 веку колесо уже не обязательно поворачивалось ногой гончара, а маленькими мальчиками, а с 19-го века движущая сила была механической. Электроэнергия была распространена в 20-м веке, но многие ремесленники продолжали отдавать предпочтение силе ног.
Одним из самых ранних методов формовки глины было лепка. Горшки изготавливались путем размазывания глины вокруг внутренней части корзины или крупно тканого мешка. Матрица потреблялась во время обжига, оставляя готовый горшок с оттиском переплетения на внешней стороне. Более продвинутым методом, используемым греками и другими, является прессование гончарного корпуса в формы обожженной глины. Несмотря на то, что ранние формы были сравнительно просты, позже они стали более сложными, тенденцию лучше всего видно в тех формах, которые использовались для изготовления керамических фигурок. Неглазурованные фаянсовые (глиняные) фигурки Танагры (Беотия, Центральная Греция) сначала лепились вручную, затем использовались формы из целых фигурок, и, наконец, все компоненты руки, ноги, головы и торсы лепились отдельно друг от друга. Детали часто рассматривались как взаимозаменяемые, так что из ограниченного числа компонентов можно было изготовить различные модели. К 20-му веку не было разработано никаких улучшений в этом методе производства: европейские фарфоровые фабрики делают свои фигурки точно таким же образом.
Примерно в 1745 году в Стаффордшир была введена штукатурка парижских форм. Они позволяли отливать сосуды в скользящую форму, так как при заливке скользящей формы штукатурка впитывала из нее воду, оставляя на поверхности формы слой глины. Когда этот слой достиг достаточной прочности и толщины, излишки проскальзывания слили, отливку удалили и обожгли, а форму снова использовали. Этот метод все еще широко используется.