Источники питания для роботизированной сварки DINSE типа DIX PI 270, DIX PI 400, DIX PI 500 или DIX PI 600 подходят для дуговой сварки металлическим плавящимся электродом в среде инертного газа и сварки металлическим электродом в среде газа.
Источники питания для роботизированной сварки типа DIX PI 270, DIX PI 400, DIX PI 500 или DIX PI 600 работают исключительно в два цикла. Источники питания для роботизированной сварки могут эксплуатироваться только в пределах параметров, заданных согласно технической спецификации, в зависимости от материала и типа защитного газа.
Описание компонентов системы
Источники питания для роботизированной сварки типа DIX PI 270, DIX PI 400, DIX PI 500 или DIX PI 600 являются частью системы сварки. Система, показанная ниже, это только один из возможных вариантов, компания DINSE может предложить конфигурацию в соответствии с требованиями заказчика в любое время.
Источник питания для роботизированной сварки спроектирован таким образом, что может размещаться на опциональном модуле охлаждения, DIX CM 1200/5, DIX CM 1500/5 CAN или опциональном дополнительном модуле DIX PM HC MAG.
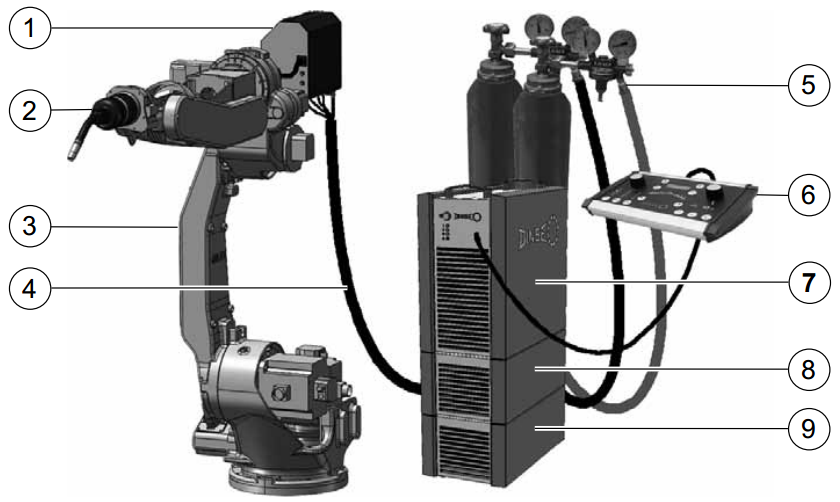
1 - Механизм подачи проволоки DIX WF 50 xx-x / DIX WF 110 xx-x
2 - Комплект горелки
3 - Робот (DINSE не поставляет)
4 - Комплект соединительных шлангов
5 - Газ (DINSE не поставляет)
6 - Пульт дистанционного управления DIX RP 100E (опционально)
7 - Источник питания для роботизированной сварки типа DIX PI 400, DIX PI 500 или DIX PI 600
8 - Дополнительный модуль HC-MAG DIX PM HC MAG (опционально)
9 - Охлаждающий модуль DIX CM xx00/5 (CAN) (опционально)
Источник питания для роботизированной сварки DIX PI 270 / 400 / 500 / 600
Вид спереди
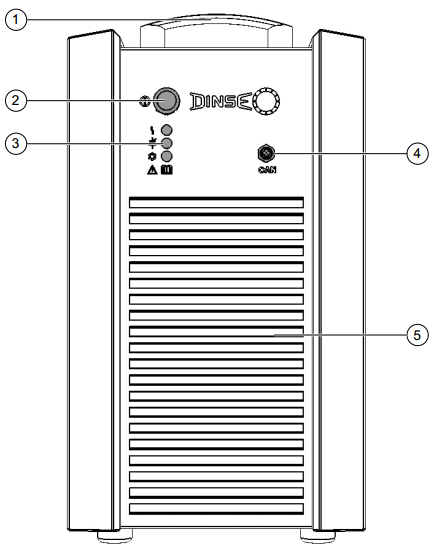
1 - Ручка (передняя)
2 - Главный переключатель
3 - Контрольная лампочка
4 - Соединение CAN-шины
5 - Входящие отверстия для воздушного охлаждения (опционально присутствует фильтр для улавливания пыли)
Вид сзади
1 - Устройство связи с роботом / интерфейс управляющей шины
(Более подробная информация по запросу) А (SBX) и Приложении Б (SBY)
2 - Соединение CAN-шины (двойное)
3 - Автоматический восьмипиновый интерфейс (распиновка впо запросу)
4 - Соединение – 23 пина
5 - Соединение – 19 пинов
6 - Кабельная линия для сварочного тока 1+ (головка горелки)
7 - Кабельная линия для сварочного тока 2+ (головка горелки)
8 - ПК порты (Ethernet, USB, CAN)
9 - Главный соединительный кабель (стандарт 4,5 м)
10 - Газовое соединение DV1 IN (1/4“ болтовое соединение)
11 - Газовое соединение DV1 OUT (штепсельное соединение)
12 - Газовое соединение DV2 OUT (штепсельное соединение)
13 - Газовое соединение DV2 IN (1/4“ болтовое соединение)
14 - 400 VAC соединение модуля охлаждения (VAC = напряжение переменного тока)
15 - Отвод охлаждающего воздуха
16 - Кабельная линия для сварочного тока 2 – (свариваемая деталь)
17 - Кабельная линия для сварочного тока 1 - (свариваемая деталь)
Источник питания для роботизированной сварки типа DIX PI 270, DIX PI 400, DIX PI 500 или DIX PI 600 управляется оператором при помощи
опционального пульта дистанционного управления DIX RP 100 E. Пульт дистанционного управления может отключаться/подключаться к источнику питания для роботизированной сварки в процессе сварки. Это позволяет управлять другим источником питания для роботизированной сварки производства компании DINSE в то время пока первый источник
заканчивает выполнение текущего процесса сварки.
До 100 рабочих характеристик (параметров) может быть запрограммировано на источнике питания для роботизированной сварки.
Стандартные параметры сварки установлены изначально и не могут быть изменены. С перечнем стандартных параметров сварки, сохраненных на источнике питания для роботизированной сварки можно ознакомиться по запросу.
Сварочные характеристики выбираются согласно задаче (объему работ) по сварке.
Сварочные характеристики определяются типом процедуры сварки, диаметром электрода, типом защитного газа и свариваемым материалом.
Еще одной особенностью источника питания для роботизированной сварки типа DIX PI 270, DIX PI 400, DIX PI 500 или DIX PI 600 является то, что он может управляться как обычное двух кнопочное устройство (только DIX RP 100 E через пульт дистанционного управления).
Это значит, что сварочные напряжение и ток могут устанавливаться на пульте дистанционного управления и сварка осуществляется без синергии. Это свойство очень помогает, когда свариваются новые материалы.
Этот параметр может контролироваться через напряжение оперативного тока, поступающее от высокоуровневого контроллера.
- Важные параметры:
Скорость подачи проволоки (Скорость движения проволоки в минуту (м/мин) определяется как скорость подачи проволоки. Скорость подачи проволоки и сварочный ток взаимосвязаны. Если скорость подачи проволоки увеличивается или уменьшается, то сварочный ток компенсирует.) - Дроссельный клапан (Дроссельный клапан контролирует подачу энергии на проволоку, при этом скорость подачи проволоки остается постоянной. Применение дроссельного клапана позволяет настроить электрическую дугу на сварку «мягким» или «твердым» припоем. Термин «динамическая обработка» используется для обозначения дроссельного клапана.)
- Ползучесть проволоки (Скорость подачи проволоки до воспламенения называется ползучестью. Этот параметр настраивается и зависит от процентиля скорости процесса.)
- Кратер в конце шва (Кратер в конце шва используется для заполнения сварочной зоны в конце шва.)
- Подача защитного газа после гашения дуги (При подаче защитного газа после гашения дуги время устанавливается таким образом, чтобы сварочная зона была защищена от попадания воздуха по окончании сварки, чтобы избежать образования пор.)
- При подаче защитного газа до возбуждения дуги ( При подаче защитного газа до возбуждения дуги, колокол газгольдера наполняется защитным газом до зажигания дуги.)
- Частота импульса в конце процесса (Частота импульса предотвращает переход дуги с электрода на токоподводящий мундштук, может устанавливаться и активируется в конце процесса сварки.)
- Сварочное напряжение (Чем выше сварочное напряжение, тем больше длина дуги, горячее и шире зона сварки. Установка сварочного напряжения может быть выполнена с или без синергии. В режиме синергии сварочное напряжение устанавливается, как положительное или отрицательное отклонение от параметров синергии.)
- Процесс запуска (Процесс запуска нужен для подачи тепла в начале сварки и образования шва, чтобы избежать дефектов (образования заусениц).)
Синергия (Синергия обозначает соотношение между скоростью подачи проволоки и сварочным током.)
Варианты
Существует три варианта источника питания для роботизированной сварки DINSE.
Вариант 1 (стандартный)
Источник питания для роботизированной сварки со стандартным модулем охлаждения DIX CM 1200/5 и механизмом подачи проволоки DIX WF 50(110) XX-X со стандартным сигнальным соединением.
Источник питания для роботизированной сварки может располагаться над охлаждающим модулем, крепится при помощи болтов.
Электронная аппаратура управления механизмом подачи проволоки располагается в источнике питания для роботизированной сварки.
Вариант 2
Источник питания для роботизированной сварки с модулем охлаждения DIX CM 1500/5 CAN, который контролируется CAN – шиной, механизмом подачи проволоки DIX WF 50(110) XX-X со стандартным сигнальным соединением плюс опциональный полуразъем. Источник питания для роботизированной сварки может располагаться на охлаждающем модуле и крепиться болтами.
Электронная аппаратура управления механизмом подачи проволоки располагается в источнике питания для роботизированной сварки.
Вариант 3
Источник питания для роботизированной сварки с модулем охлаждения DIX CM 1200/5, 2-мя механизмами подачи проволоки DIX WF 50(110) XX-X с отдельными соединениями для подачи питания и контрольных сигналов. Механизмы подачи проволоки управляются CAN- шиной. Источник питания для роботизированной сварки может располагаться на охлаждающем модуле и крепиться болтами.
Электронная аппаратура управления механизмом подачи проволоки не располагается в источнике питания для роботизированной сварки.