Привет!
В мои задачи, как инженера-технолога производства электроники, входит полный анализ возникающих на производстве ошибок, выявление причин их появления, превентивные действия по их недопущению в будущем и полный их учёт, сравнение и визуальное представление.
Аббревиатура FMEA, используемая мной, достаточно схожа по функционалу с тем, что я вам представлю в данной статье -
Failure Mode and Effects Analysis - Анализ видов и последствий отказов.
Начнём.
При использовании методологии в своих целях прошу указывать ссылку на первоисточник - ссылка на видео и статья. Вся методология легко переделывается под любое производство электроники в зависимости от используемых подходов. Ссылка на все материалы будет под статьей и под видео на двух языках. Все фамилии и имена в статье являются вымышленными.
Часть 1.
Весь мой учёт ведётся в Excel, так как это единственная бесплатная возможность анализа небольших данных.
Первичные данные для анализа дефектов.
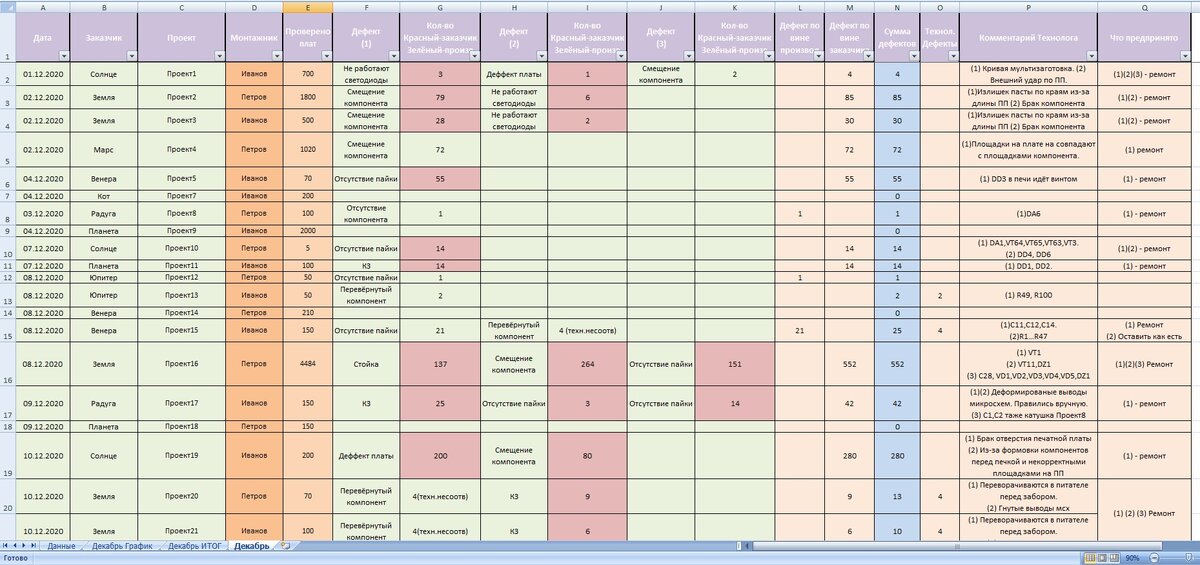
В данную таблицу вносится вся структурированная информация о найденных дефектах печатных плат, которую я получаю из Бланков выходного контроля ОТК, которые покажу чуть ниже. Основное количество дефектов происходит на линии поверхностного монтажа, а так как скорость SMT линии и возможного появления брака достаточно большая, то обязательно необходимо предпринимать меры по недопущению дефектов, которые потом придётся исправлять вручную человеком.
Наименования столбцов и задачи:
A. Дата получения мной бланка выходного контроля ОТК.
B. Наименование заказчика.
C. Наименование проекта.
D. Старший смены, который собирал проект на линии SMT.
E. Количество печатных плат проверенных по бланку ОТК. Не общее число плат в проекте, а именно проверенных ОТК. На одном проекте может быть много бланков, но общее количество печатных плат, которые в них отображаются, должны в сумме выдавать общее число плат в проекте и это число будет указано в маршрутном листе. Бумажные бланки в самом конце я скрепляю одной скрепкой. Понимаю, что это не технологично и можно было бы оформлять это на компьютере через сеть, но это зависит от желания компании иметь такую CRM, в которую я бы внёс все свои наработки.
F. H. J. Три основных дефекта, которые могут появиться на одном проекте. В таблице есть выпадающий список из возможных дефектов. Они описаны в самом первом листе книги Excel - данные, вырезка из него справа.
В таблице можете создать места для описания хоть 10 дефектов, но на мой взгляд появления 1 дефекта на 1 плате в партии 1000 штук можно смело отнести к разряду "Технологические дефекты" - O, появление которого предсказать невозможно, а для массовых дефектов достаточно и трёх полей в таблице.
J. I. K. - В эти поля вписываются количество дефектов из Бланка ОТК(ниже представлен). Все найденные дефекты контролёр ОТК записывает в Бланк, который передаётся мне.
Обратите внимание, что на данном этапе начинается распределение дефектов, которые в верхней таблице распределяются:
- Дефект по вине производства. Зелёная заливка.
- Дефект по вине заказчика. Красная заливка.
Данное распределение очень важно для моего последующего фокуса внимания.
Также в Бланке указано, на каком количестве печатных плат были найдены дефекты - пункт "Плат в ремонт". Очень интересная особенность - так как до фактического ремонта может пройти некоторое количество времени, даже дней, и платы будут лежать на стеллаже в ожидании своей очереди, то необходимо для человека, который будет осуществлять ремонт, дать информацию о проекте, а также формуляр, на котором он будет записывать в удобной форме всё, что он сделал. А ремонта может быть больше, чем указано в бланке, так как иногда контролеры ОТК могут что то не увидеть.
Также контролёры ОТК создают второй бланк - Бланк ремонта, который сопровождает паллет с печатными платами до человека, который будет осуществлять ремонт. Данный бланк после ремонта также сдаётся мне.
Казалось бы - два практически одинаковых бланка. Почему нельзя сделать один для всего? Это будет неудобно, потому что:
- Счётчик Брака я получаю сразу после проверки части партии или всей партии печатных плат и у меня уже есть данные для начала анализа появления дефектов. Начинаю разбираться, искать причины дефектов, документировать их (фото/видео). Если причина в печатной плате или компонентах, то пишу нашим менеджерам этих проектов письма об этом и выясняю - ремонтировать их нам и будут ли они это оплачивать. Менеджеры связываются с заказчиками самостоятельно. Или же платы отправляются заказчику в том виде, в котором есть, и рождается следующий пункт -
- Бланк ремонта создавать не обязательно в том случае, если изготовленная партия изделий отправляется заказчику без ремонта по согласованию с заказчиком.
- Бланк ремонта важен, так как он сопровождает печатные платы в ремонт и он содержит в себе даты и проблемы. Любой желающий может проверить данный паллет с платами на стеллаже и узнать состояние.
- Бланк ремонта удобен монтажнику для записи всех работ, которые он произвёл. Даже с учётом вновь найденных.
едем дальше по большой таблице....
L. Сумма дефектов по вине производства.
M. Сумма дефектов по вине заказчика.
N. Общая сумма всех дефектов на текущий момент по одному проекту.
O. Технологические дефекты, появление которых сложно предсказать:
- Единичные перевёрнутые SMD компоненты на печатной плате. Они переворачиваются при перещелкивании питателя в тот момент, когда над компонентом уже нет плёнки и его ложемент открыт. Данный дефект проявляется на тех катушках, в которых ложементы сделаны слишком большими и дают возможность перемещения компонента вплоть до разворота.
- Единичные короткие замыкания между ножками микросхем.
- Единичные дефекты корпусов компонентов.
- Единичные внутренние дефекты компонентов. Часть из них можно выявить только через включение схемы. На производстве это редкость за исключением проверки LED печатных плат.
P. Описание причин дефектов, которые можно выяснить по опросу операторов линии SMT или самостоятельному анализу. Часто выяснить природу появления дефектов через опрос людей невозможно и необходимо проходить самостоятельно весь путь печатной платы. В 99% случаев причина находится и уже я решаю по чьей вине они произошли и распределяю их в таблице, отмечая красным или зелёным цветом. Для нас это очень важно.
Q. Описание того, что было сделано с найденным дефектом:
- Ручной ремонт.
- Отдали заказчику, как есть. Без исправления. Данное описание возможно после согласования с заказчиком.
Итак, на данном этапе уже можно видеть структурированный прогресс, но на самом деле это только начало и необходимо двигаться дальше.
Часть 2.
Для того, чтобы не перегружать первичную таблицу "Декабрь" слишком большим количеством данных, я создаю следующую - Декабрь ИТОГ. В ней уделяется внимание только тем проектам, в которых есть дефекты :
Зеленым цветом обозначены дефекты по вине заказчика.
Голубым цветом обозначены дефекты по вине производства.
В таблице следующие обозначения:
- A. Номера счетов проектов; Дата из Бланка ОТК;
- B. Ответственные менеджеры проектов;
- С. Название проекта;
- D. Причина дефекта; Только основные. Если на одном проекте есть дефекты как со стороны производства, так и со стороны заказчика, то я создаю 2 строки с взаимными вычетами и считаю отдельно.
- E. Количество дефектов на всей партии;
- G. Количество печатных плат в партии;
- H. Количество печатных плат с дефектами;
- I. Что сделано с дефектами или печатными платами;
- L. Ссылки на фото/видео. Делаются при необходимости;
- N. Минуты ремонта, которые я беру из Бланка ремонта.
- P. Последний пункт самый важный из всей нашей эпопеи - стоимость ремонта. Её вписывает кто то из руководства, который имеет зарплатные цифры по сотрудникам и может выставить заказчику дополнительный счёт через менеджера.
Хочу обратить ваше внимание, что в этой таблице в шапке есть 4 статистические цифры с процентами:
- Соотношение дефектов ко всем партиям печатных плат.
- Соотношение печатных плат с дефектами ко всем партиям печатных плат.
Людям из руководства могут понадобиться разные цифры и если я могу их собрать, то их нужно показать. Для меня правдоподобным считается показатель соотношения числа печатных плат с любым количеством дефектов к общему числу собранных печатных плат.
Ключевой столбец - "Причина дефекта". Базируясь на него я пишу менеджеру проекта о том, какие меры необходимо предпринять заказчику, чтобы в будущем, при следующем заказе печатных плат данной проблемы не было. В противном же случае мы уже знаем, что нас ждёт в этом проекте и если ничего не поменяется, то будем закладывать повышающий коэффициент за стоимость ремонта. Либо, если заказчик по каким то причинам не может довести проект до ума, то он об этом прямо должен сказать - "Я готов оплачивать стоимость ремонта".
Тоже самое касается трафаретов. Если меняется/совершенствуется проект, то необходимо менять и трафарет. Если этого не сделать, то существует большая вероятность, что дефектов появится ещё больше по разным причинам.
Часть 3.
В первых двух частях я принимал меры по ликвидации появившихся дефектов, их обработке и работы на упреждение, но эта задача - вторична. Первичная же задача - предотвратить появление любых дефектов.
Со своей стороны, как технолог, я могу и обязан предпринять шаги, которые должны минимизировать появление любых дефектов как со стороны производства, так и со стороны заказчиков.
Что это за шаги?
- Проверка трафаретов. Если проект пришел повторно, то необходимо сравнить чертежи и версии печатной платы, которые есть на производстве, с вновь поступившей версией. Задача - понять одинаковые ли это версии или нет. Если одинаковые, то необходимо достать трафареты и убедиться в том, что они соответствуют герберу, толщине, версии, сплаву паяльной пасты. Если что то изменилось, то необходимо заказывать трафарет, согласовав это с заказчиком.
- Проверка ранних данных о проблемах с этими печатными платами. Если ранее эти печатные платы уже собирались, то я открываю свои таблицы из Части 1 и смотрю, с чем мы имели дело ранее. Все эти узкие места необходимо проработать прежде чем вновь прибывшая партия отправится на сборку. Также учёт ведётся и оператором линии SMT и явные проблемы с проектом они записывают в свою учётную таблицу Excel, которую я также могу проверить.
- Маршрутный лист. Точный список мероприятий и данных, которые проходит печатная плата на производстве. При подготовке маршрутного листа любого проекта, нового или старого, я всегда создаю его заново, потому что требования к проекту могут измениться и я не должен смотреть в старый проект и его копировать. Беру только данные, которые сейчас предоставлены заказчиком. Конечно чаще всего это одно и тоже, но я не имею права тут ошибиться.
Если же проект новый, то необходимо вместе с оператором линии SMT провести проверку всех устанавливаемых компонентов на технологичность; правильность соотношений площадок на печатной плате; определить идеальную толщину трафарета для заказа; определить тип паяльной пасты по номеру;
В предварительных операциях Маршрутного листа вы можете заметить 2 пункта - визуальная проверка печатных плат перед укладкой их в магазин на линию. И пункт - проверил ли я трафарет? - следом указано, что именно - всё ок; заказан новый; Другие случаи не позволят начать поверхностный монтаж.
3 этап - отмывка. В зависимости от применяемой технологии меняются материалы для пайки. Это в свою очередь отражается на этапе отмывки:
- Нет отмывки совсем для NC паст;
- Водная отмывка WC после ручного DIP монтажа. Отмывается только флюс после water clean трубчатого припоя и нанесённого отдельно WC флюса; SMD компоненты паяются NC пастой и твёрдые остатки флюса от неё не отмываются в воде, безвредно оставаясь на печатной плате.
- Отмывка в отмывочной жидкости на водной основе применяется только если у заказчика имеется требование по полной отмывке печатных плат. Разумеется это влияет на стоимость производства.
Пример: Бессвинцовая светодиодная алюминиевая печатная плата. PbFree без конкретного названия, так как у всех производств разные предпочтения. DIP компоненты отсутствуют, отмывать печатную плату не нужно. При необходимости ремонт определёнными NoClean материалами.
Пример: DIP монтаж без привязки к верхним листам.
В нём считаются все операции, которые осуществляются руками:
- Нарезка;
- Набивка;
- Монтаж;
- Отмывка быстрая + ручная отмывка после допайки компонентов, которые мыть нельзя;
- Разделение заготовок;
- ОТК;
Каждый из этапов просчитывается на трудозатраты. Это та же самая история, что и с ремонтом = потраченное время оценивается в денежном эквиваленте.
Часть 4. Вишенка на торте.
Представление любой информации в виде графиков и диаграмм. Вкладка в таблице Декабрь График. Правой кнопкой мыши - выбрать данные.
**************************************************************************
Итоги: Данное пособие легко трансформируется под ваши нужды. У всех производств свои особенности, свои предпочтения, свои проверенные способы, но структурно изменений не так много.
Всё, что тут написано, это ежедневный лавинообразный поток, когда за один день может прийти до 10 новых проектов на проработку. Накладывается на это постоянно возникающие трудности со всех участков производства. При этом необходимо контролировать журналы учёта температуры и влажности. Необходимо вести учёт и заказ расходных материалов: паяльных паст, припоев, отмывочных жидкостей, кистей, отверток и др. Настраивать оборудование: формовщики компонентов, профили печей, следить за состоянием оборудования для отмывки и используемыми технологиями.
Я также прекрасно понимаю, что вся эта бумажная работа и Excel записи легко интегрируются в единую систему управления CRM, которую можно создать внутри предприятия. Это всего лишь вопрос желания и финансирования. На данном же примере я показал вам принципы анализа информации, как её структурировать, обрабатывать и учитывать для будущих решений.
Посмотрите видео с моего канала на эту тему!