
Здравствуйте, уважаемый читатель (уважаемая читательница) канала «Дневник оптимиста»!
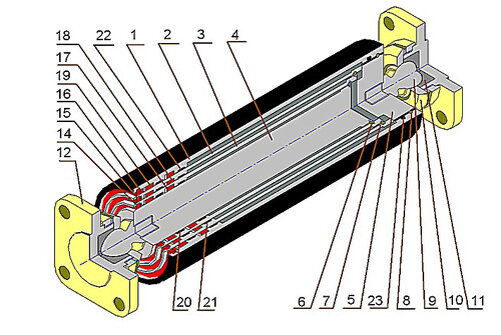
Гидроцилиндр КамАЗ-5511 состоит из четырёх труб длиной около 1,4 м, вставленных друг в друга. Между трубами устанавливаются направляющие и герметизирующие детали, обеспечивающие работоспособность узла. Отработанной технологии его производства в автопроме СССР не было. Как внедрялись отдельные технологические операции на Нефтекамском заводе самосвалов в 80-е годы, кратко описано в этой публикации.
Как растачивали детали гидроцилиндра в СССР?
Корпус гидроцилиндра и два его плунжера подвергались внутренней расточке и раскатке с целью создания отверстия необходимого диаметра и достижения высокой чистоты поверхности. Операции расточки и раскатки производились на универсальных токарных станках модели 1М63 с расстоянием между центрами 3 м.
На станок устанавливалось приспособление для фиксации детали при помощи пневматического зажима на наружных базовых фасках. В шпинделе закреплялась борштанга длиной примерно 1,8 метра, на консольном конце которой устанавливался инструмент, фиксируемый посредством трапецеидальной резьбы. Борштанга «тянула» зенкер. По внутреннему её каналу к инструменту подавалась охлаждающая жидкость – эмульсол.
Инструментом для расточки служил зенкер, который имел четыре напайки из твёрдого сплава и пластмассовые направляющие. Заточка твёрдосплавных пластин производилась на специальном станке. Зенкер изготавливался участком инструментального цеха НЗАС и предназначался для расточки трёх-четырёх деталей. При нарушении технологии пайки, заточки. установки направляющих или правил его эксплуатации, зенкера могло «не хватить» на обработку даже одной детали.
Для раскатки применялся другой инструмент, носящий такое же название. Она состояла из конусного корпуса с резьбой для крепления, на котором в сепараторе располагались ролики. Осевое перемещение инструмента способствовало переходу роликов на большой радиус конуса для обеспечения нужного диаметра раскатанного отверстия. Вращение способствовало получению нужной чистоты поверхности.
Последовательность переходов была такой. Приспособление, установленное на фартуке перемещалось от передней бабки до выхода борштанги. В него вручную укладывалась заготовка, вес которой колебался от 35 до 55 кг (разные диаметры труб), и фиксировалась там. Приспособление приближалось к передней бабке. Борштанга при этом проходила сквозь трубу. На её конец наворачивался зенкер, и начиналась обработка. Витая стружка выходила из трубы десятками метров. Удаление её из цеха не поддавалось механизации.
Раскатка выполнялась аналогично, только был другой инструмент, и отсутствовала стружка. По такой технологии выполняли внутреннюю обработку плунжеров и корпуса гидроцилиндра свыше пяти лет. Процент брака был высок.
Как внедряли специальные станки для расточки плунжера гидроцилиндра?
С целью снижения потерь труб на операции внутренней расточки было принято решение об изготовлении специальных станков на станкозаводе горда Рязани. Они имели индекс РТ и различались между собой диаметром обрабатываемой детали. Более мощная насосная станция перекачивала сульфофризол, который должен был вымывать из трубы ломаную стружку. Специальный станок должен был дать лучшие качественные результаты.
Монтаж станков и подготовка их к запуску в работающем производстве заняли около полугода. Наступил день опробования технологии и подписания акта приёмки в производство. Лицезреть знаменательное событие собрались все заинтересованные специалисты завода во главе с заместителем главного инженера.
Первые три трубы «прошли» на «отлично». Вышестоящие руководители потянулись к кабинету начальника цеха для подписания акта. Возле станка остались работники цеха во главе с начальником. Начали обрабатывать очередную трубу, внезапно лопнул шланг, подающий сульфофризол. Все присутствующие попали под струю фонтанирующего нефтепродукта. Костюмы и белоснежные рубашки были испорчены, эйфория от успеха утихла. Одно утешение — вред здоровью никому из присутствующих не был нанесён.
Спешно стали заниматься расследованием причин инцидента. Оказалось, что установленный шланг имел заводской дефект. Шланги подвергли испытанию вне станка, причину инцидента устранили. В течение двух месяцев освоили все новые станки, победив возникающие «болезни» новой технологии.
Добиться качественного вымывания ломаной стружки из трубы не удалось, поэтому продолжили работать на витой стружке. Как говорил В.С. Черномырдин, возглавляющий Правительство РФ в начале «лихих девяностых»: «Хотели как лучше, а получилось как всегда!».
Если вам понравилась публикация, пожалуйста, нажимайте «палец вверх», пишите комментарии и подписывайтесь на канал – это позволит стать ему лучше.
Как изготавливали платформы КамАЗ-5511 кратко описано здесь.
Как сдавали гидроцилиндры представителю заказчика читайте здесь.
О постановке на производство КамАЗ-55102 можно прочитать здесь.
Возможно, Вас заинтересуют другие публикации канала «Дневник оптимиста». Читайте здесь.
Спасибо за внимание!
Желаю Вам ясного ума и доброго здоровья на сто лет.
С уважением и благодарностью Олег Ейский.