/Электроды для статьи от Ligans/.
Сварка наружного угла в нижне-горизонтальном положении не вызывает большой сложности, главное соблюдать правильную раскладку валиков.
Как пример я подготовил две детали толщиной 10 мм. Установил зазор между деталями 2 мм. В идеале зазор 2.5 мм. Перед началом сварки необходимо настроить сварочный ток на отдельной детали. Даже обладая большим опытом не стоит игнорировать процесс настройки тока перед сваркой. Я использую электроды диаметром 3 мм, марка электродов УОНИ 13/55 от Ligans. Сварочный ток установил на отметке 85 А. Начинаем сваривать корень шва. Движениями вперед назад продвигаем электрод вдоль сварного шва. Стараемся продавливать электрод в глубь зазора для лучшего провара.

Следующим этапом свариваем второй проход, который перекрывает первый коренной проход и примерно на 1-1.5 мм заходит на край нижней кромки. Электрод можно вести кольцевыми колебательными движениями или Z-образными, все зависит от того, как вам будет удобнее. Ток остается прежним 85 А.
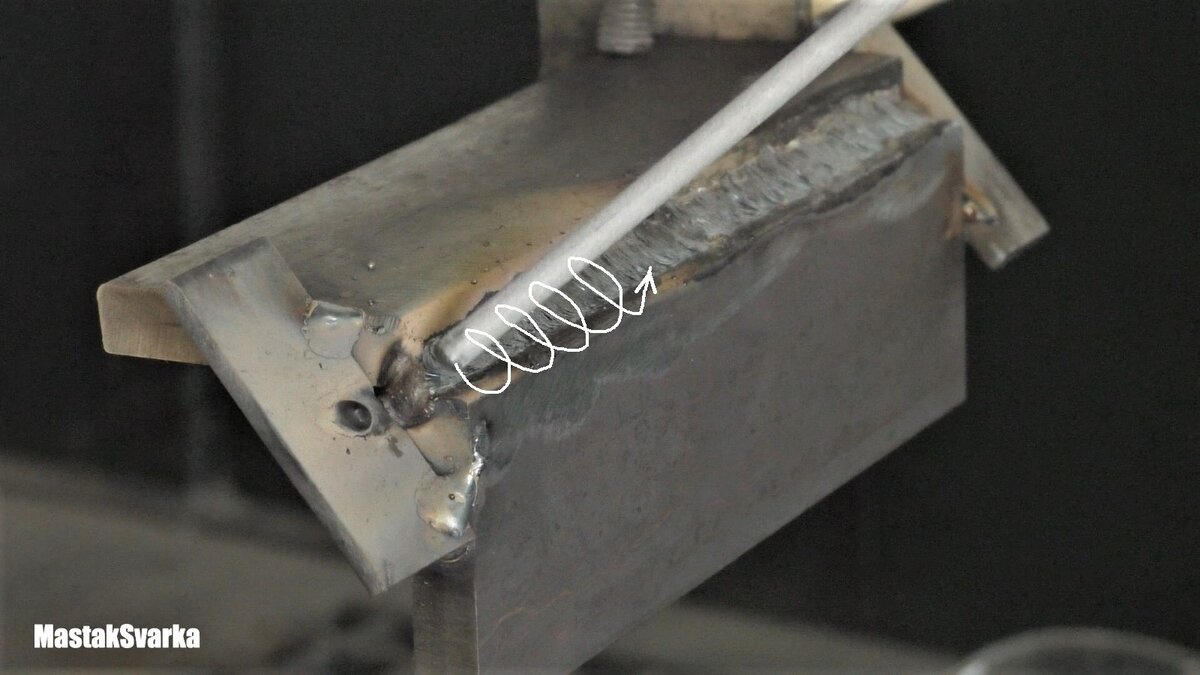
Остается проварить последний сварной шов. Перекрываем верхнюю кромку на 1-1.5 мм. Нижний шов перекрываем примерно до половины, как показано на фото.
После окончания сварки зачищаем сварной шов от брызг и смотрим результат. Полную версию процесса сварки можно увидеть в видеоролике.