Добрый день. Мы продолжаем серию публикаций «Записки киповца» - взгляд на практику автоматизации изнутри. Выпуск №6.
Сегодня поговорим о пробоотборниках сыпучих материалов с конвейерных лент, которые есть на многих предприятиях.
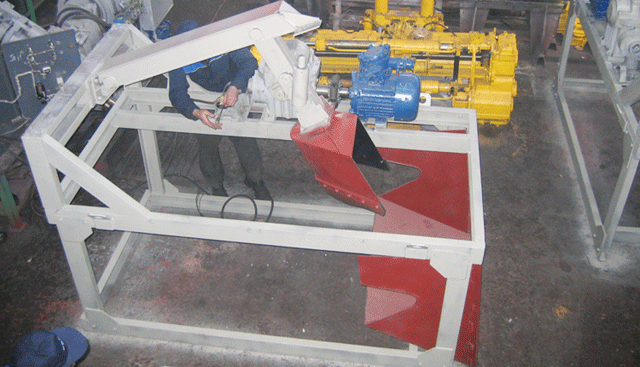
Пробоотборник - это рама с осью, на которую установлена маятниковая штанга с отбирающим ковшом. Ковш через механический редуктор приводится в движение электродвигателем.
Работают эти механизмы по определенной программе в автоматическом режиме.
Оператор устанавливает частоту пробы при помощи задания 2х параметров периода времени и количества отборов за этот период времени. После набора проб запускается проборазделочная машина.
Фактически пробоотборник является одним из основных механизмов на предприятии. На горно-обогатительной фабрике при его отказе сразу останавливается вся цепочка углеприёма. А ведь чаще всего пробоотборников несколько и работают они без перерыва большую часть суток. Десятилетиями. Старые электромеханические приборы автоматики не выдерживают и постоянно выходят из строя.
Встал вопрос о замене приборов старой автоматики на современные.
Рассмотрим старую схему.
Здесь в качестве задатчика времени используется электромеханическое реле времени с периодом замыкания выходного контакта, выставленным в 3 минуты.
- Выходные контакты этого прибора задействуют следующее реле времени, вакуумно-механическое, и звуковую сирену.
- Реле времени выключает сирену по истечении 10 сек. и подаёт напряжение на катушку магнитного пускателя электродвигателя пробоотборника.
- Дополнительный контакт пускателя сбрасывает все реле времени в ждущий режим.
- Ковш пробоотборника делает полный оборот и концевым выключателем отключает магнитный пускатель.
- Второй дополнительный контакт пускателя подаёт питание как на электромеханический счётчик, который отсчитывает единицу, так и на реле счёта импульсов (РСИ).
- РСИ запускает проборазделочную машину через каждые 10 интервалов.
Из-за большого количества аварийных остановок в связи с частым выходом из строя приборов, было принято решение о полной замене схемы автоматики. Самая оптимальная схема с использованием программируемого реле или контроллера была отклонена в связи с отсутствием на старом предприятии специалистов по работе с такой техникой.
Да, так тоже бывает. Горнообогатительная фабрика, на которой я работаю, построена в начале 70-х и является ярким примером того, как при почти полном отсутствии средств на модернизацию, удаётся постоянно приобретать новые современные приборы, но, к сожалению, не новых специалистов.
Было принято решение о приобретении электронных приборов – таймеров и счётчика. Теперь схема приобрела такой вид:
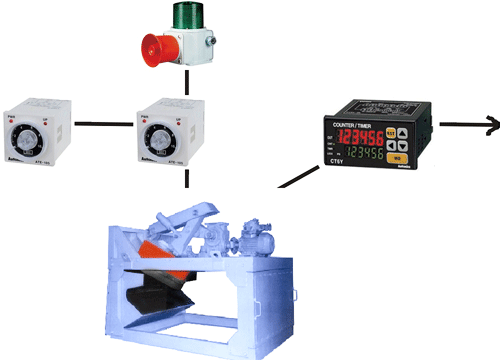
На входе имеется таймер с задержкой на включение Fotek H5B-M3-220V AC с аналоговой установкой времени, отсчитывающий промежуток, заданный оператором (например, 3 мин). Через заданный период контакты реле этого таймера включают аналогичный прибор с выдержкой на включение 10 сек. и одновременно сирену.
Через 10 сек при срабатывании второго таймера, сирена отключается и подаётся питание на катушку магнитного пускателя.Магнитный пускатель своими контактами подаёт импульс на счётчик серии CT6Y-2P. Удобен этот счётчик тем, что заменил два старых счётчика импульсов. Он через каждые 10 импульсов своими контактами подаёт команду на включение проборазделочной машины и считает количество таких пачек импульсов.
Старую ненадёжную чугунную сирену заменили на SHDL – моноблочный мегафон со светодиодной двухрежимной лампой.
Здесь приведен лишь один пример использования современных приборов, которые позволили забыть, что такое аварии, да и ежедневные осмотры и наладка более не требуются.
Учитывая, что линейка аналогичных приборов очень широкая, то и вариантов реализации схем с их применением может быть множество.
Например, вместо таймера Fotek H5B-M3-220V ACможно применить реле времени РВ-01М. Оно удобно тем, что имеет цифровой индикатор, предназначенный для отображения обратного отсчёта выдержки времени.
Данная публикация носит исключительно ознакомительный характер, подбор датчиков сопряжен со множеством факторов. Обратитесь к специалистам компании ООО «РусАвтоматизация» для правильного подбора оборудования.
Оригинал статьи можно найти на нашем сайте
Оставляйте комментарии.
Подписывайтесь на наш канал, чтобы не пропускать новые публикации.