/Электроды для статьи от Ligans/.
Для того, чтобы научиться сваривать корень шва в вертикальном положении требуется несколько занятий. Все зависит от природных данных ученика. Бывает такое, что студент, начинающий сварщик осваивает данное упражнение за один раз.
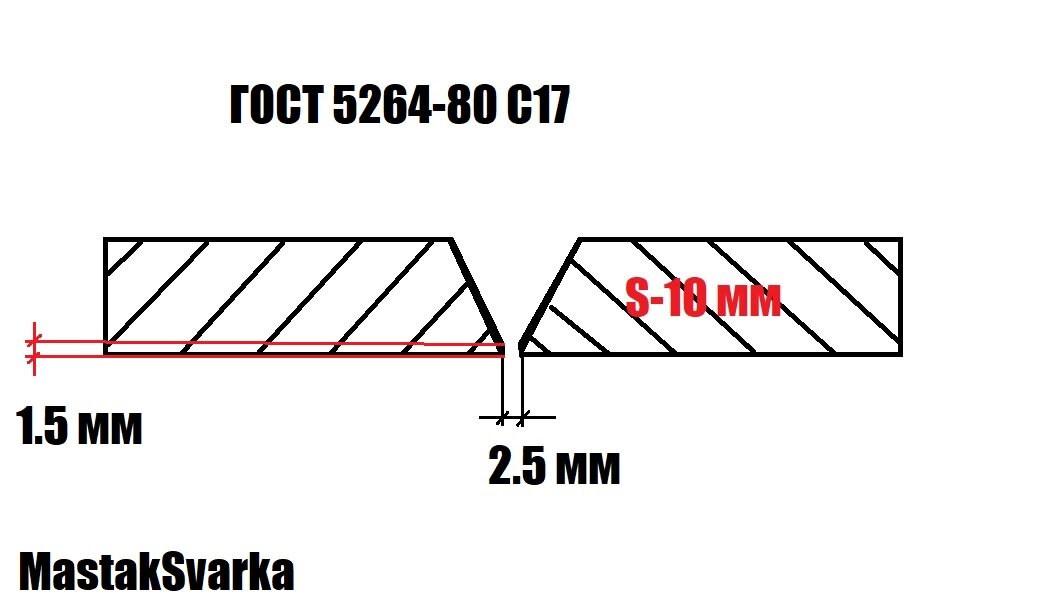
Итак, одно из самых главных условий качественного сварного шва является правильная подготовка деталей под сварку. Существует ГОСТ 5264-80 Ручная Дуговая Сварка. В ГОСТе указаны точные размеры для подготовки деталей к сварке. Зазор между пластинами в среднем 2.5 мм. Притупление кромок 1.5 мм в среднем.
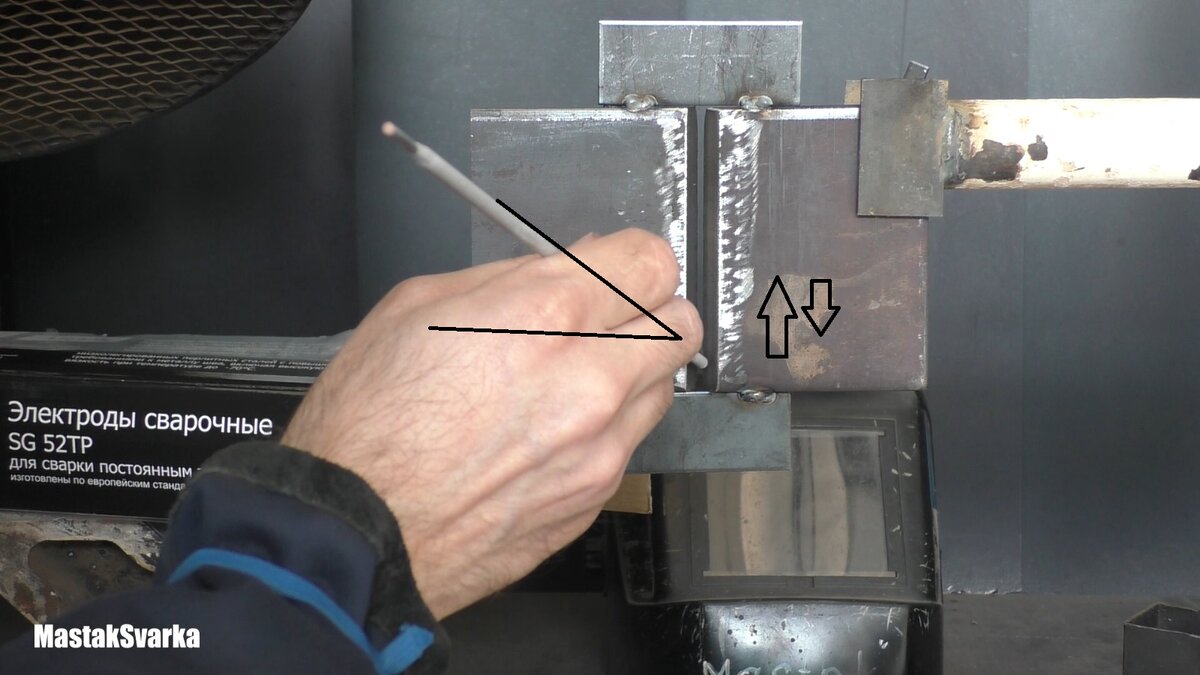
Пластины необходимо соединить с помощью прихваток. После установить деталь в вертикальное положение и приступить к сварке, но перед сваркой требуется настроить сварочный ток. Для этого используйте тренировочную деталь на которой подберите необходимый сварочный ток. Это можно сделать исключительно путем проб. Простыми словами методом "тыка". Сварку производим электродом диаметром 2.5 мм, сварочный ток 55 А, полярность обратная плюс на электроде, ток постоянный. Угол наклона электрода направлен строго вниз. Движениями электрода вверх вниз провариваем корень шва. Марка электродов Ligans SG 52TP.
Проварив небольшой участок корня шва у нас естественным образом закончился электрод. Место остановки сварки для смены электрода называется замок. Чтобы качественно проварить замок, требуется после каждой остановки подчищать болгаркой окончание сварного шва.
Зачищаем до тонкого металла. И теперь продолжаем сварку корня шва. Точно так же, угол наклона электрода направлен вниз и движениями вверх-вниз продолжаем.
После окончания сварки всего стыкового соединения, необходимо тщательно зачистить сварной шов.