Электроды для статьи и проведения эксперимента предоставила компания Ligans. Однажды я посетил одно предприятие, которое занимается выпуском крупногабаритных секций для машиностроения. Меня познакомили с очень интересной технологией сварки. На предприятии осуществляли сварку толстого металла без разделки кромок. Как известно из теории, металлы толщиной до 5 мм можно сваривать ручной дуговой сваркой без разделки кромок. Свыше 5 мм, только с разделкой кромок. На предприятии о котором шла речь выше, сваривали металл толщиной 10 мм без разделки кромок ручной дуговой сваркой. Это сложно себе представить пока своими глазами не увидишь весь процесс сварки.
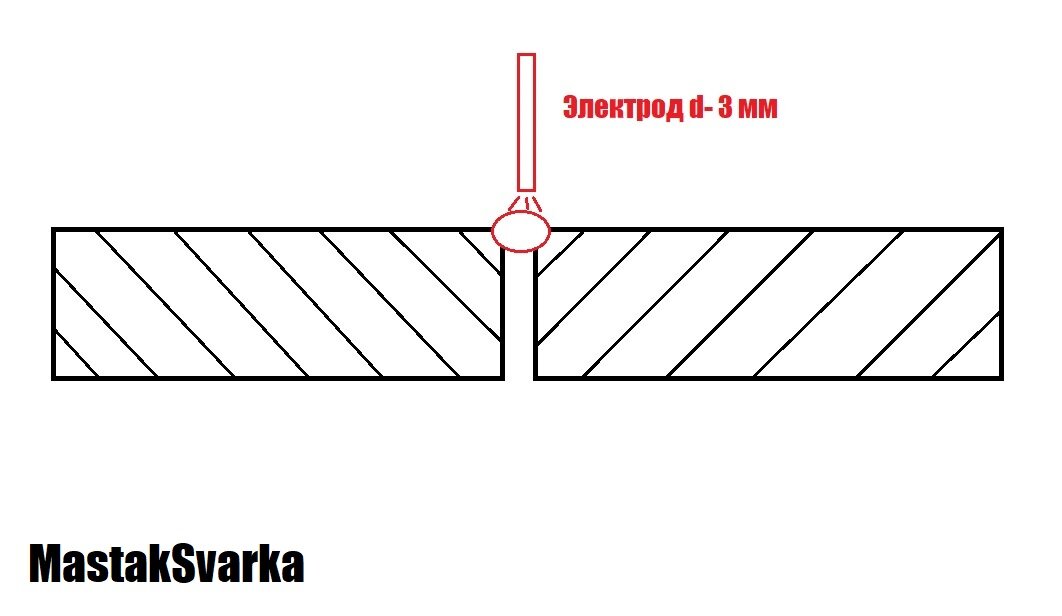
Технология сварки заключается в следующем. Производится сборка двух пластин толщиной 10 мм с зазором 3 мм. Зазор проваривается на небольшом сварочном токе (90А) электродом диаметром 3 мм. Этот шов называют "подварочным".
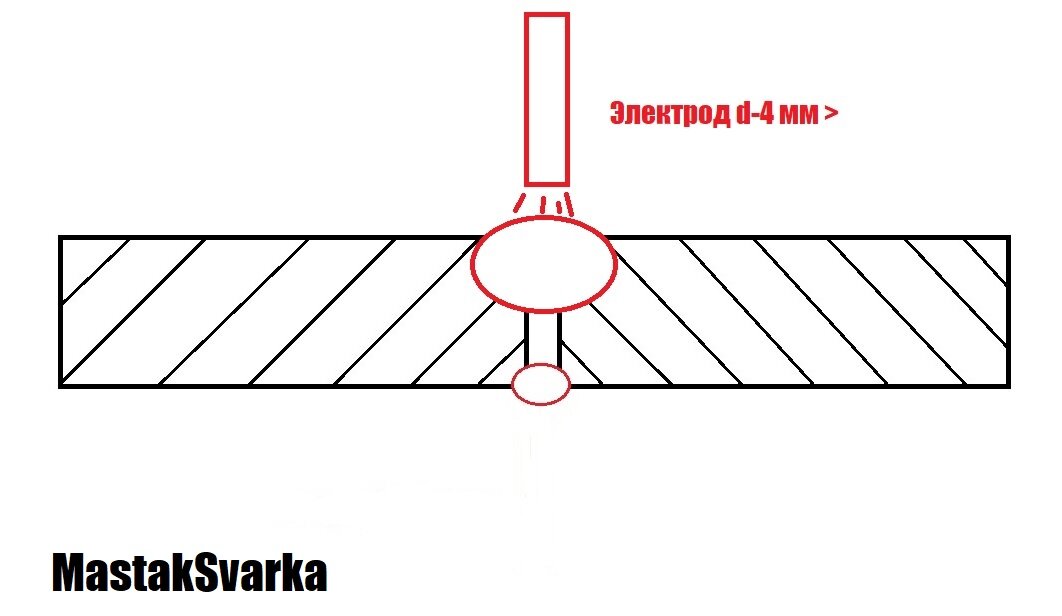
Затем деталь переворачивают на обратную сторону и проваривают электродом большего диаметра, например диаметром 4 мм. Сварочный ток увеличивают до 250-280 А. Подварочный шов нам необходим как защита против провала расплавленного металла при сварке на большом токе 250-280А.
Следующим этапом работы происходит обратный переворот на первую сторону, где был подварочный сварной шов. Дальше прямо по верх подварочного шва проваривается электродом диаметром 4 мм еще один шов на токе 250-280 А.
Я специально провел эксперимент и вы можете подробно увидеть на фотографии срез сварного шва. Самым главным преимуществом данной технологии заключается в сокращении времени на подготовку деталей к сварке, но при этом получается огромный недостаток в перегреве сварного шва и околошовной зоны.
Подробный процесс сварки можно увидеть в этом видеоролике;