Рано или поздно каждый сварщик обязан сдавать экзамен для проверки своих навыков. Этот экзамен называется аттестация. На примере сварки вертикального сварного шва, я расскажу как это делается.
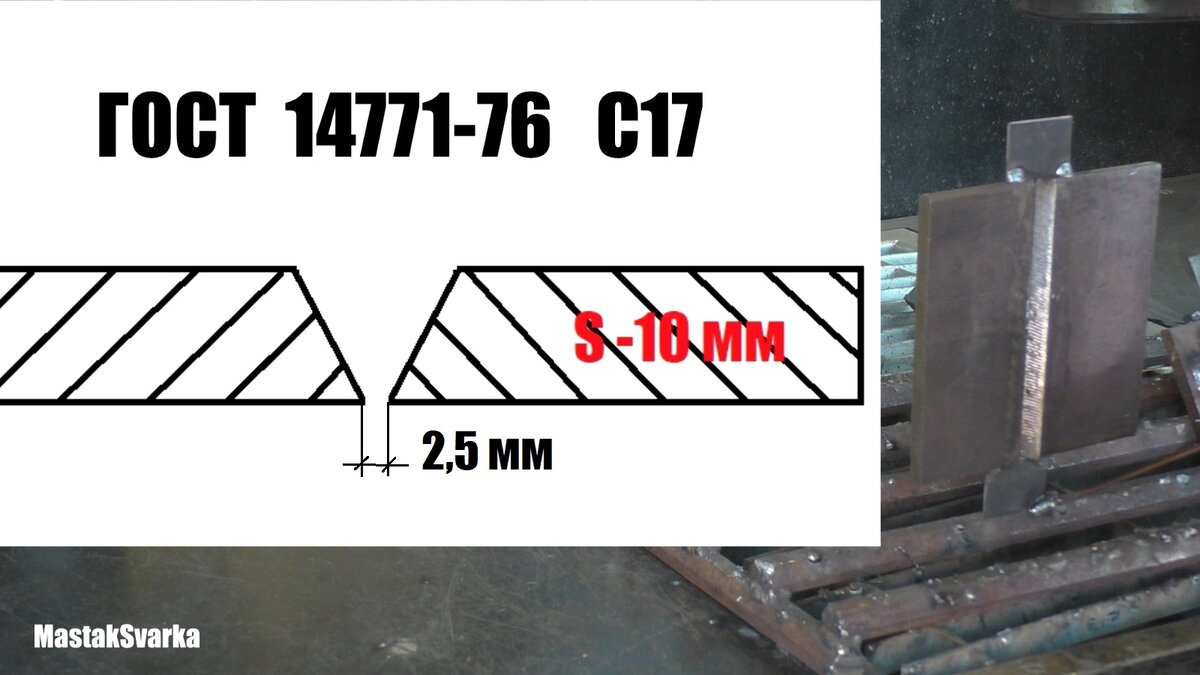
Очень важно подготовить детали к сварке. Притупление кромок 1.5 -2 мм. Без притупления кромок металл в процессе сварки корневого шва будет прожигаться. Зазор между деталями должен составлять примерно 2.5 мм. Толщина свариваемых деталей 10 мм (как пример). Обязательно устанавливаем выводные планки в начале и в конце стыка. Выводная планка предназначена для того, чтобы начинать на ней сварку и заканчивать на противоположной планке.
Сварку произвожу полуавтоматом проволокой сплошного сечения диаметром 1.0 мм, марка ER70S-6, это аналог сварочной проволоки Св08Г2С. Защитный газ смесь СО2 (18%) и Ar ( 82%). Корень свариваем снизу вверх движениями "Ёлочка" или второе название "Треугольник".
Выполнив сварку корня, переходим к сварке заполняющего шва. Здесь уже переходим на движения Z-образные (зет образные) колебательные движения. Режим сварки U-17 В, скорость подачи проволоки 3.1 м/мин.
Теперь остается заварить облицовочный сварной шов. Движения выполняем так же Z- образные. Режим сварки остается прежним.
После сварки обязательно необходимо зачистить сварной шов от брызг и копоти. Деталь полностью заварена и готова к дальнейшему контролю. Сварной шов проходит визуальный контроль с помощью измерительного инструмента и в последующем отправляется на УЗК (ультразвуковой контроль) или РГК (рентген).
Более подробное видео можно увидеть здесь: