Здравствуйте уважаемые подписчики. В этой статье мы разберем тему настройки сварочного тока.
Тема довольно простая в теории , но очень сложная в практическом применении, т.к. в настройке тока играют важную роль много нюансов, которым можно научиться только с опытом.
Сварочный ток рассчитывается по формуле Iсв= k*dэл, где k - это коэффициент зависящий от диаметра электрода , dэл- диаметр электрода.
В таблице указаны величины коэффициентов исходя из диаметра электрода.
dэл (диаметр электрода) 2 3 4 5
k (коэффициент) (25_30)* (30_45)* (35_50)* (40_50)*
*В некоторых учебных изданиях ,коэффициент может иметь незначительное расхождение.
Пример, вы выбрали для сварки электрод диаметром 3мм , следовательно формуле Iсв= (30_45)*3 , отсюда получаем Iсв=от 90_135 А.
Казалось бы, что все просто, но получается большой разброс от 90 до 135 А. Здесь уже надо учитывать толщину свариваемых деталей, и здесь нам пригодиться практика.
Обязательно перед сваркой студент должен приготовить тренировочную деталь, аналогичной толщины, что и рабочая деталь. И на тренировочной детали подстроить более точно ток сварки.
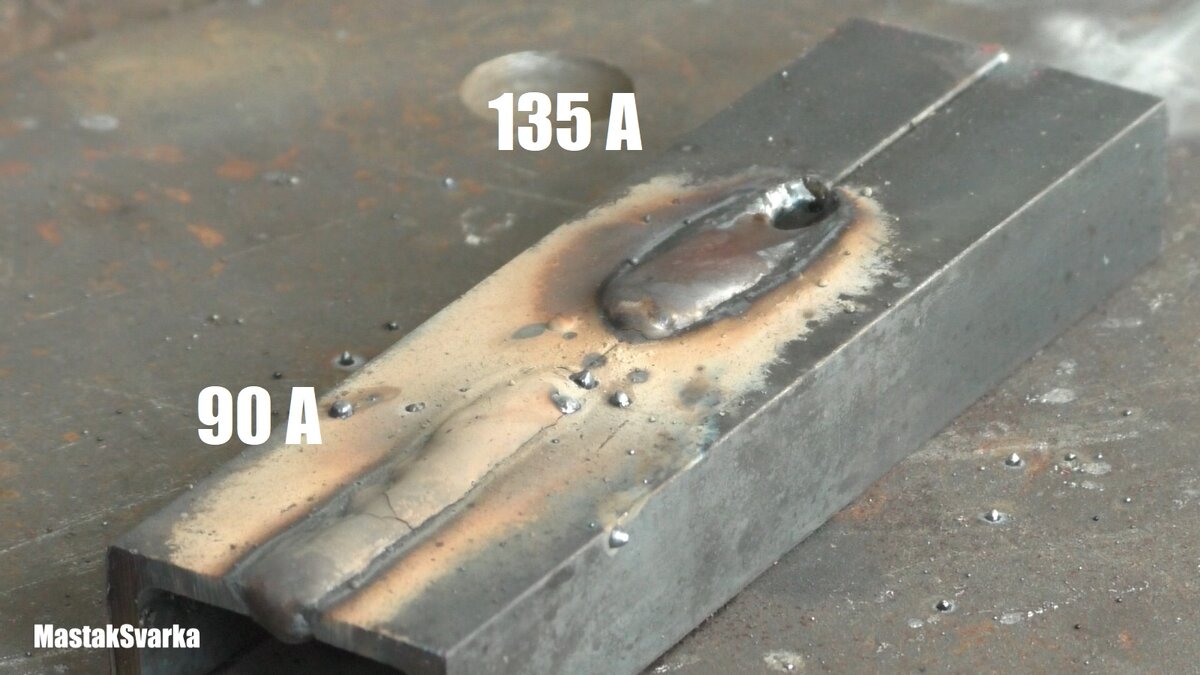
На фото пример сварки металла толщиной 3 мм. При токе 90 А шов получился хороший, а вот при 135 А металл прожёгся . Соответственно делаем вывод что самый подходящий сварочный ток для сварки в данной ситуации 90 А.
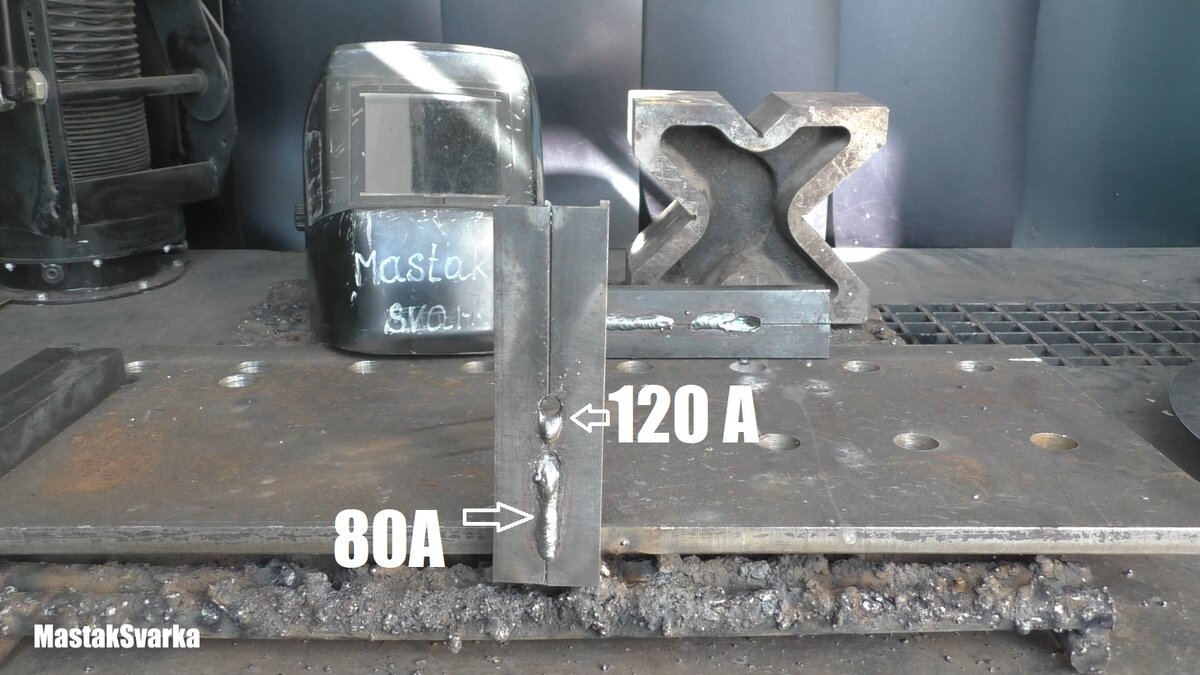
Для сварки вертикального шва, расчетные значения тока требуется убавить на примерно 10-15 %. Отсюда следует Ток св= 80_120 А.
На фото вы также видите сварные швы выполненные на 80 А и на 120 А. При 120 А металл прожёгся, а вот 80 А шов получился нормальным.
Можем сделать вывод, что для настройки Iсв, требуется не только теория , но и практика.
Подписывайтесь на канал, комментируйте и смотрите подробные ролики на моем канале: