
Чаще всего при сварке именно электродами с рутиловым покрытием (мр-3 озс-12 ок-46 и т.д.) встречаются шлаковые включения в сварном шве, данный вид дефекта называется зашлаковка. Рассмотрим три причины появления зашлаковки.
Первая причина самая главная, низкая квалификация сварщика. Для того, чтобы выполнять качественные сварные швы требуется очень много времени посвятить тренировкам, сразу ни у кого ничего не получается.
Вторая причина, не правильно подобранный сварочный ток. При низком сварочном токе происходит зашлаковка. Перед началом сварки требуется настроить сварочный ток на инверторе. Для этого надо использовать тренировочную деталь, а затем уже перейти на рабочую деталь.
Третья причина, неправильный угол наклона электрода. Желательно производить сварку углом электрода назад. Не зависимо слева направо или с право налево производим сварку, главное направлять электрод углом назад.
Если сваривать углом электрода вперед, то возможно появление зашлаковки. Опытные сварщики могут сваривать как углом назад , так и углом вперед. Начинающим сварщикам рекомендую сваривать только углом назад.
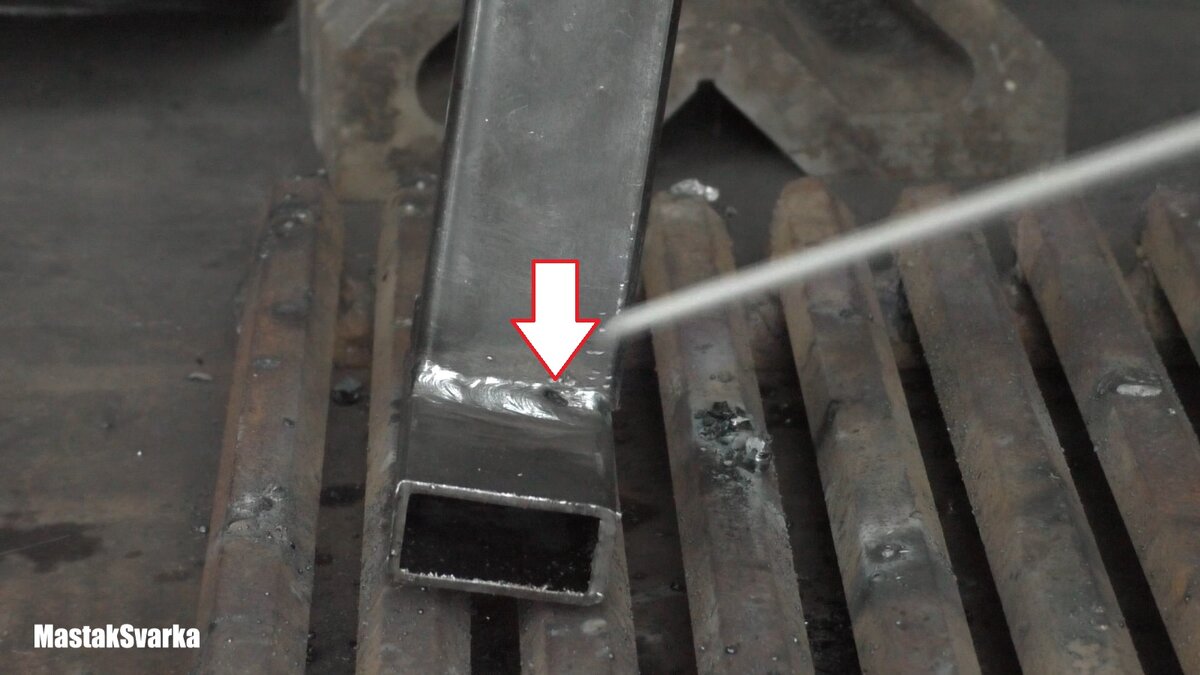
На фотографии изображен сварной шов выполненный углом назад и правильно настроенном сварочном токе.
На электрод диаметром 3 мм с учетом толщины стенки трубы 2 мм, установил сварочный ток 75А. Если все сделать правильно, то зашлаковки не будет.
Полное видео здесь: