
Покупка оборудования – это всегда компромисс между желанием иметь современный пивоваренный цех и возможностями собственника. Так происходит при покупке нового оборудования. Но что бывает, если пивовар покупает оборудование не новое, давно бывшее в употреблении и простаивающее долгое время без дела?
Сегодня мы поделимся своим опытом реанимации простаивающего пивоваренного цеха.
Немного истории. Шесть лет назад в одном маленьком южном городке появилась такая же маленькая и аккуратная пивоварня. Пиво было вкусным, не самым дорогим, но вполне приемлемым по соотношению «цена/качество». Как и у всех малых пивоварен, первое время продажи пошли вверх, стало не хватать мощностей, возник дефицит пива. Дела наладились.
Чтобы увеличить выпуск пива и снизить себестоимость было решено сокращать сроки созревания, перейти от немецкого солода к российскому, сократить время на санитарную обработку оборудования и зарплату пивоварам заодно уменьшить. Всё в лучших традициях российского менеджмента того времени.
Но вместо ожидаемого успеха, продажи стали падать со стремительной скоростью. В результате, качество пива резко ухудшилось. Стойкость снизилась. И спустя пять лет работы пивоварня остановилась. Затем, в течение полугода, она стояла в заброшенном виде. Консервация оборудования не проводилась. В танках были остатки деки, в варочном порядке – толстый слой накипи. Санитарное состояние помещения оставляло желать лучшего: на стенах – остатки пива и дрожжей, смежная с варочным порядком комната не имела даже косметического ремонта, отделка помещения отсутствовала. Такая картина предстала нашему взору.
Чтобы запустить пивоварню заново и реанимировать производство мы составили для себя план действий. Он содержал крупные блоки с детализацией работ внутри блока по времени. Первым делом необходимо было провести аудит состояния помещения и аудит состояния оборудования.
Планировка помещения соответствовала санитарным правилам. Сказалось то, что здание строилось во времена СССР, как столовая. Поэтому вход сырья и выход готовой продукции не пересекались. Внутрицеховую логистику мы изучили, используя диаграмму «Спагетти» - метод, пришедший к нам из Японии, а в Японию попавший из Российской Империи.
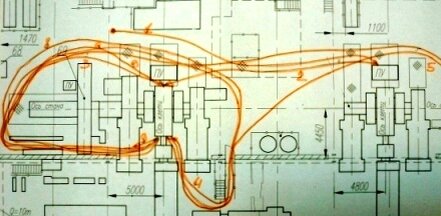
В целом, логистика внутри пивоварни была достаточно эффективной, а эргономика и компактное расположение аппаратов позволяли пивоварам без лишних усилий контролировать технологический процесс. Однако, некоторые улучшения, всё же требовалось произвести.
Первое, что мы улучшили – это расширили дверные проёмы под размер поддона. Для чего это было нужно – чтобы солод загружать в склад не по одному мешку в ручную, как было раньше, а сразу целый паллет завозить на рохле. Благодаря этому разгрузка машины с солодом осуществляется сегодня силами одного человека за 10 минут. В прошлом на эту операцию уходило около 60 минут силами 4-х человек.
Также потребовалось провести ремонт помещения, примыкающего к варочному отделению. Стены отделали плиткой, на полу создали уклон в сторону канализационного лотка и залили пол наливным материалом.
Большим и неожиданным сюрпризом для нас стало полное отсутствие вентиляции. Помимо обеспечения безопасности и удаления углекислоты из цеха, вентиляция способствует отведению пара и предотвращает образование конденсата на стенах и потолке. А значит, улучшает микробиологическое состояние помещения. При разработке проекта вентиляции мы исходили из предельно допустимой концентрации углекислоты. Отдельно указали подрядчикам на необходимость «опусков» для забора углекислого газа из нижней части помещения.
По результатам аудита помещения мы увидели, что для сотрудников пивоварни не были созданы условия для комфортной работы. Поэтому, мы не оставили этот вопрос без внимания. Отремонтировали помещение приёма пищи, перекрасили бытовые и непроизводственные помещения в тёплые тона, на стенах повесили тематические картины, заменили сантехнику, поставили душевую кабину, индивидуальные шкафы для одежды, добавили освещения в цеху и бытовых помещениях. Казалось бы, всё это - банальность, но люди стали приходить на работу с удовольствием, снизился градус напряжённости. А в нашем деле – пивоварении – добрый настрой и хорошее настроение – это залог хорошего пива.
Аудит технического состояния оборудования потребовал примерно столько же времени, сколько аудит помещения.
Техническое состояние оборудования оставляло желать лучшего. В результате проверки редукторов варочного цеха выяснили, что в них полностью отсутствует масло. Сколько времени они проработали «на сухую» неизвестно. Также потребовалась замена подшипников в двигателях. Ещё одним открытием для нас стало то, что вал внутри фильтр-чана крепился к «стакану» редуктора болтами из черного металла. Полностью сгнившими и державшимися «на честном слове». Пришлось всё разобрать, вплоть до болтов и якоря двигателя и заменить.
Благодаря этому, шум от работы ножей фильтр-чана несколько снизился.
Пришло время проверять работу системы охлаждения пива в танках. При работе насоса для циркуляции гликоля шум стоял такой, что едва слышно слова механика о необходимости замены подшипников. Разобрали насос, сняли двигатель. Ни одного целого подшипника. Замена пошла на пользу – теперь насос работает в штатном режиме, уровень шума не отвлекает от работы.
Но самая большая работа проведена с парогенератором. По непонятной нам причине в паровой системе отсутствовала линия возврата конденсата из сусловарочного котла и из бойлера. Пар, конденсируясь в рубашке сусловарочника и бойлера, стекал через патрубок на пол. Что творилось в этот момент в варочном цеху – не поддаётся описанию. Туман в цеху стоял такой, что не видно было собственную ладонь. Влажность, туман, жара. Чтобы хоть как-то работать, персонал открывал дверь на улицу. В результате, по отзывам бывших работников, при каждой варке происходило замыкание и перегорали тэны на парогенераторе. Их замена требовала около 30-40 минут.
Конечно, в таком состоянии оставлять этот вопрос было нельзя. Спроектировали линию сбора конденсата, установили конденсатоотводчики, конденсатосборник, дозирующий насос и запитали с парогенератором. Вынесли парогенератор из варочного цеха, где ему совсем не место, и перенесли в котельную.
Видимо, в результате того, что в цеху стоял непроглядный туман при работе парогенератора, практически все электромагнитные катушки на соленоидах сгорели. К тому же, линии подачи и возврата гликоля проходили очень низко – в 15 – 20 см от пола. Чтобы решить проблему катушек кардинально, мы приняли решение установить новую линию гликоля, с новыми клапанами и катушками. При этом, новая линия проходит на высоте не 15-20 см, как раньше, а на высоте 2-х метров.
В итоге всех работ затраты на приведение оборудования в рабочее состояние, а помещения – в должный вид составили около 10% от стоимости оборудования. Причин, по которым потребовался такой глубокий ремонт, несколько. Выделю главные, на наш взгляд.
1. Отсутствие культуры производства. Отношение менеджмента к сотрудникам, а сотрудников – к производству порождает цепочку действий, ну, или, бездействий, в результате чего, общая атмосфера на предприятии не способствует развитию профессиональных навыков, улучшению качества продукции или проявлению какой-либо инициативы.
2. Отсутствие системы обучения сотрудников. Неужели оборудование пришло в такое плачевное состояние только по причине безответственности? Не думаю. Обычно пивовары хотят делать свою работу хорошо. На наш взгляд, люди просто не знали правильного алгоритма работы и поэтому не могли его выполнять.
3. Отсутствие базовых знаний об экономике предприятия. Все пивоварни стремятся сократить расходы и снизить себестоимость. Это понятно. Но вот какими методами сокращать расходы? Экономия на покупке масла для редуктора сегодня сохраняет 4 тысячи рублей. Но из-за этого вскоре придётся менять редуктор за 85 тысяч. Мнимая экономия. Электрический парогенератор добавляет к себестоимости пива 6 рублей на литр. А установка газового парогенератора такой же производительности (с затратами на его установку и подключение 800 тысяч рублей) будет добавлять к себестоимости пива всего 2 рубля. Нетрудно посчитать экономию и срок окупаемости затрат.
И самый главный вывод из всей нашей эпопеи - при должном подходе к запуску старого оборудования оно может прослужить не один год. Конечно, на первоначальном этапе при покупке старого оборудования потребуется инвестировать средства. Но по сравнению с покупкой нового оборудования цифры разнятся на порядок.
Сохраните себе эту статью - описанный алгоритм проведения работ, пригодится Вам в будущем.
Хотите получать новый опыт, не набивая шишек на собственной голове? Тогда подпишитесь на мой канал и узнавайте о подводных камнях пивоварения без риска для своего кошелька ))))