Лекционный материал, основана на рассказах, от Советских людей.
Незабываем поставить лайк, написать комментарий и сделать репост, а так же аудиокнига по этой же теме, вы сможете найти ниже по ссылки.

Перед сборкой и укомплектовкой деталей их тщательно промывают, осматривают и производят контрольные замеры с целью оценки технического состояния и возможности для дальнейшего использования.
Далее пригодными и вновь замененные детали производит комплектацию и подборку простых и сложных узлов.
При незначительном изнашивание коленчатого вала, его комплектуют вкладышами, номинального размера, если износ шеек составляет больше допустимого значения, коленчатого вала, комплектуют вкладышами соответствующего размера.
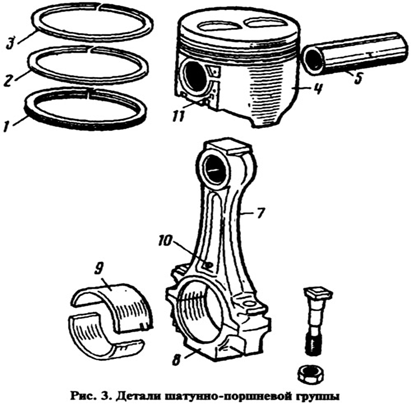
При комплектации цилиндропоршневой группы (ЦПГ) в первичную очередь, подбирают комплекты поршней, по размеру и весу.
Поршни по размеру, подбираются таким образом, чтобы зазор между ними и гильзы составлял 0,05 - 0,07 мм.
Для этих целей используют Нутромер.
Производится замер всех цилиндров в четырёх плоскостях и в двух взаимно перпендикулярных плоскостях.
Помимо размеров, поршни подразделяются по весу с разницей 2,5 - 3 грамма.
Подбор поршневого пальца, к отверстию в поршне производится следующим образом: смазыванием моторным маслом, палец от усилия, большого пальца руки, должен свободно заходить в отверстие и при поворачивании в вертикальном положении он должен удерживаться в отверстии (для двигателя ВАЗ).
В верхнюю головку шатуна палец помещается с натягом.
Для этого шатун нагревает до 240 °С.
Поршневые кольца подбирается к поршням по зазору в замке 0,25 - 0,45 мм и по зазору между кольцом и стенкой 0,04 - 0,075 мм.
Поршень в сборе: с пальцем, поршневыми кольцами и шатуном, не должен отличаться более чем на 8 грамм.
Прежде чем закончить прошу - поставить лайк, написать комментарий и сделать репост и вот ссылка