Каждый сварщик встречался с проблемой возникновения зазора между деталями. Считается увеличенным, зазор более 3 мм. Специалисты сварщики легко справятся с таким зазором. Но давайте разберем пример огромного зазора более 5-10 мм.
У любого профессионального сварщика существует поговорка "зазор не позор". И это действительно так. Я предлагаю разобраться с вопросом сварки зазоров с теоретической стороны.
Условно представим, что на тавровом соединении при сборке деталей, стенки и пояска, между ними образовался зазор 8 мм.
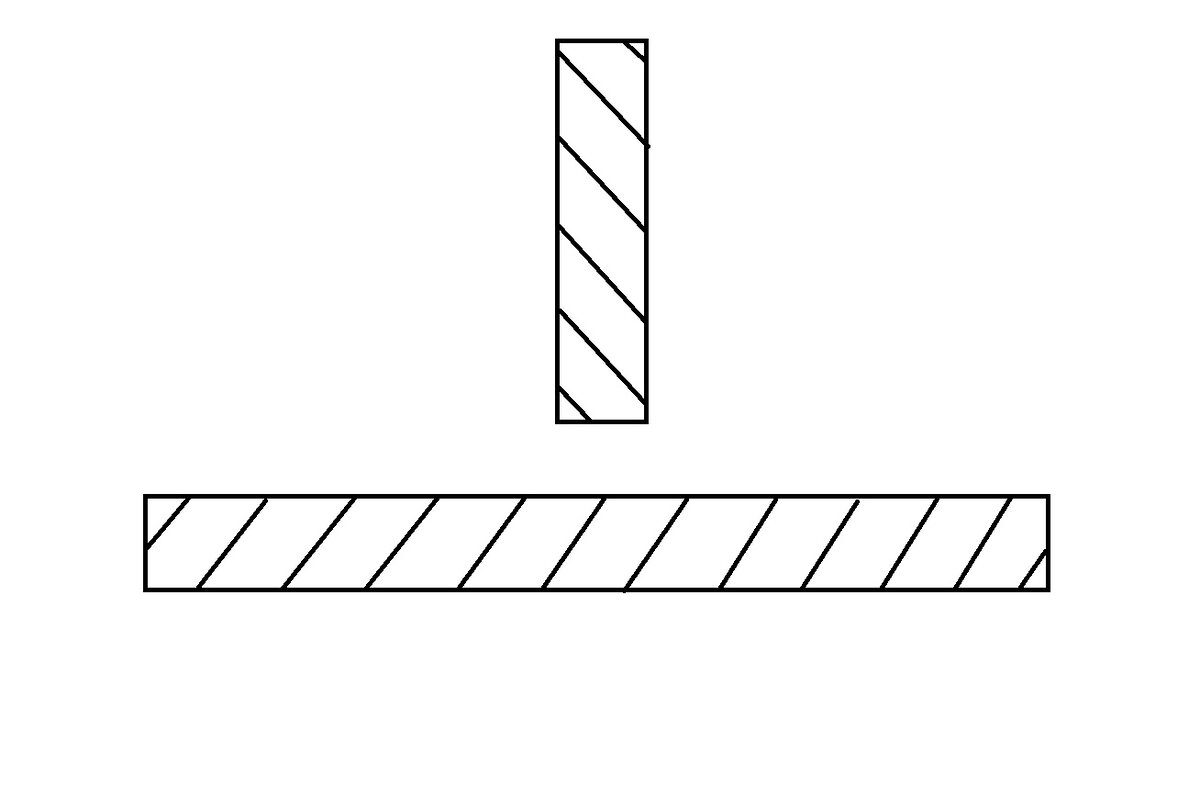
Для того, чтобы заварить этот зазор, надо выполнить несколько наплавочных швов и последним швом связать наплавочный слой со стенкой тавра.
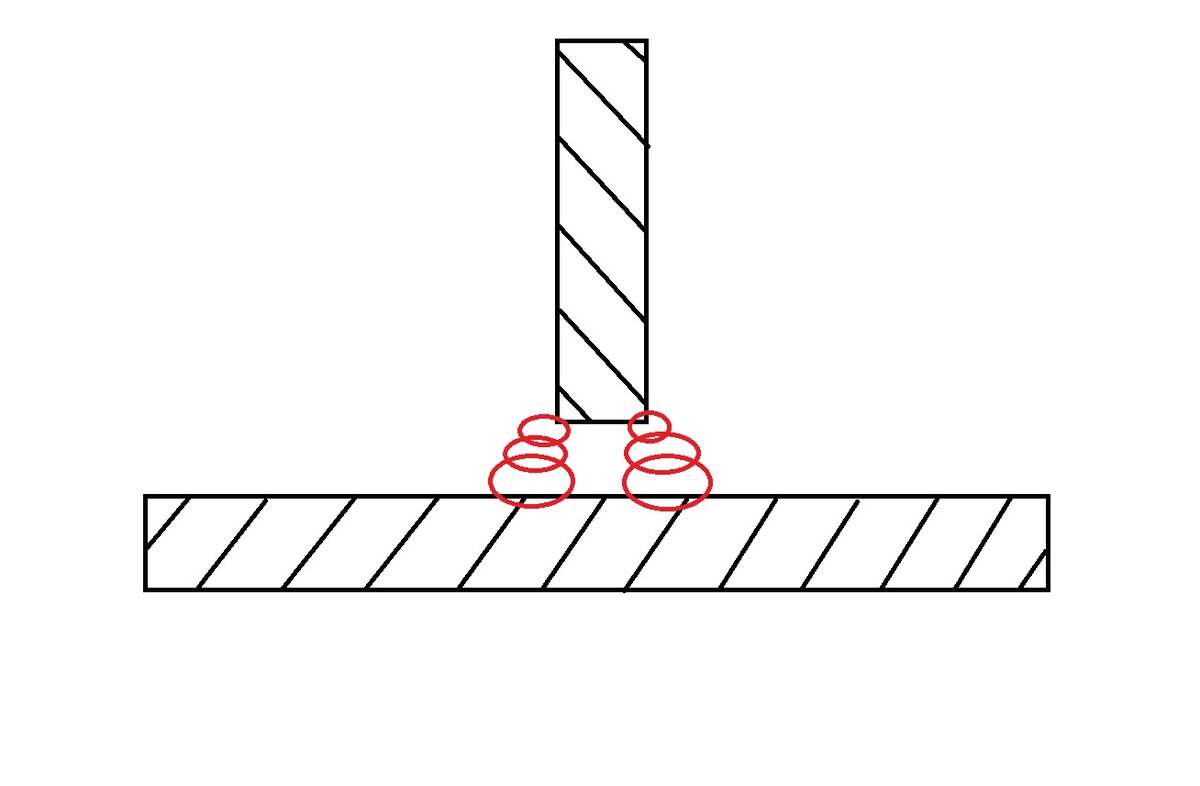
С первого взгляда кажется что всё просто. Теперь представим какая нагрузка будет действовать на этот шов.
Первый вариант. Сжатие. Тавровое соединение располагается в нижнем положении, на стенку с верху давит условная нагрузка. В этом случае нет никакой опасности разрушения сварного шва.
Второй вариант. Растяжение. Тавровое соединение находится в потолке. Например направляющая кран - балки. В этом случае возникает большая вероятность разрушения конструкции за счёт большой нагрузки в связи с большим зазором.
Я привёл для вас самый простой пример, чтобы вы могли понять на сколько опасно сваривать не санкционированные увеличенные зазоры. Ни в коем случае я не пытаюсь вас напугать или подействовать ещё каким либо образом. Нет. Сваривать зазоры можно и нужно, но с рядом условий, а именно документального оформления зазора, если речь идет о крупной конструкции. Или понимать условия работы свариваемого изделия.
Как оформить документально зазор в этом видео: