
Чтобы изготавливаемая мебель имела правильные формы, заданные размеры, и ее движущиеся элементы функционировали как полагается, не задевали друг друга, не давили и не терлись о соседние неподвижные части, необходимо выдерживать определенную точность при ее изготовлении.
Понято, что "правильная" мебель должна, по идее, состоять из "правильных" деталей. Систему допусков и посадок, регламентирующих точность обработки и сборки, прочность, плотность и взаимную подвижность узлов и элементов можно посмотреть в ГОСТе. Там ясно указано, какой длины должны быть полки, чтобы не прогнулись под тяжестью хранимого имущества, какие должны быть зазоры между дверями, крышками, стенками, чтобы и не задевали ничего и в то же время, не были слишком широкими и прочая нужная подобная информация.
А вот как добиваться получения таких деталей - об этом речь ниже.
С какой точностью работать
В принципе для деревообработки при любых раскладах, будет достаточно точности 0.1 мм. Дерево - это не металл, микрометр тут не нужен. И глядя на шкалы, линейки, лимбы и прочее, можно увидеть, что как раз 0.1 мм и является самым мелким шагом их регулировки. Поэтому достаточно штангенциркуля. Он обязателен в столярном деле.
Шкалы и линейки - не показатель
Многие инструменты снабжены различными линейками, шкалами, разметкой и т.д. Во многих случаях они изначально не дают нужной точности измерения, и даже при дополнительной их юстировке все равно не обеспечат нужного результата. Так как перемещение упоров, щупов, глубиномеров относительно этих шкал осуществляется, как правило, на глаз, то и погрешность может быть с большой долей вероятности.
По большому счету они дают возможность близко "пристреляться", а вот дальнейшая подстройка позволит установить затем максимально точное значение. Это делается в несколько этапов.
Обязательный контрольный замер
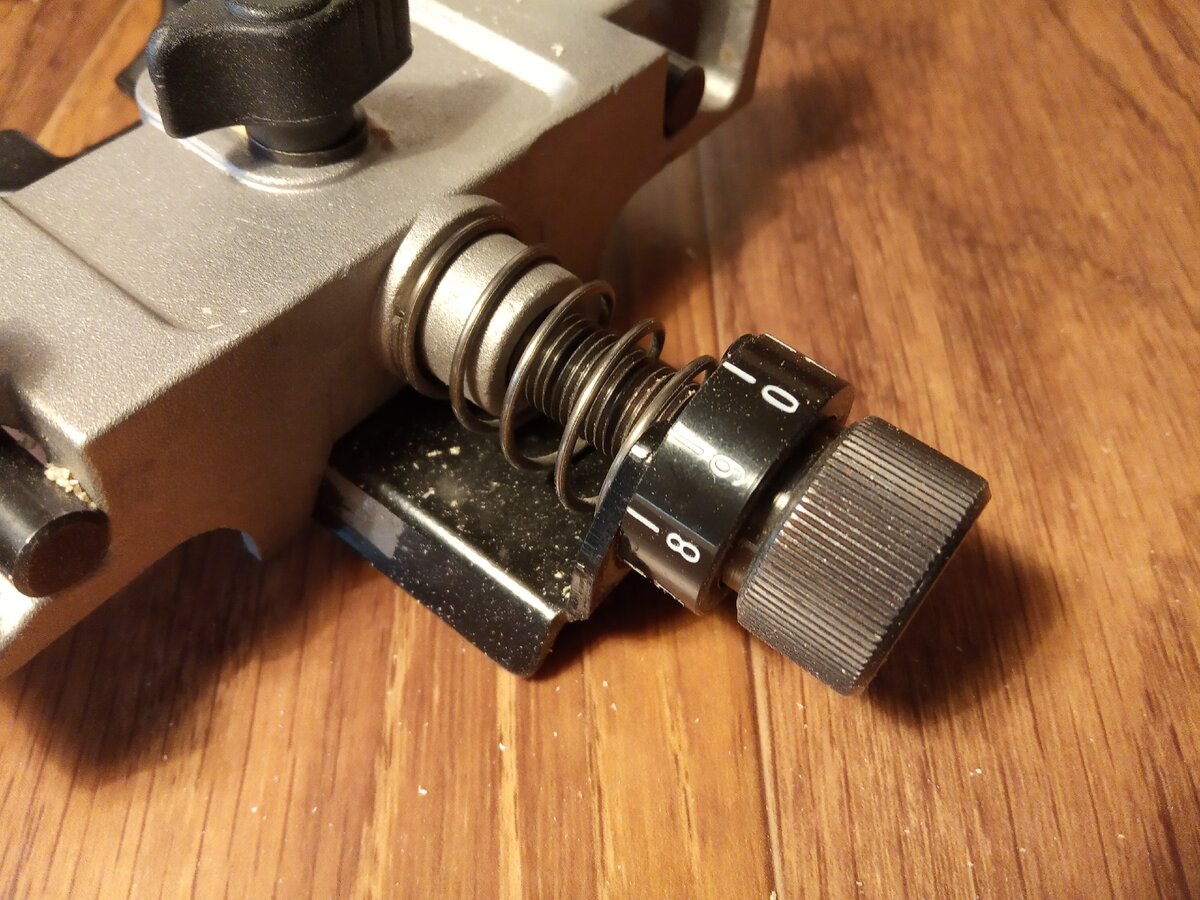
Настраивая пилу, фрезер , рейсмус и т.д всегда придерживайтесь правила, что лучше немного недопилить, недострогать или недофрезеровать, чем ПЕРЕ-. Если ошиблись и перестрогали, то все - нужно брать новую заготовку. А вот первый пропил или фрезеровка с небольшим запасом, даст возможность как раз тонко "приблизиться" к искомому размеру. Хороший инструмент, во многих случаях, и содержит механизмы микрорегулировки. Как, например на фрезерах Деволт
Настраивайте инструмент на обрезках
Видимый косяк может быть хорошо обозначен и на совершенно небольших расстояниях и измерениях. Наглядный пример - расположение каналюров на изготавливаемом шаблоне для пилястры.
Расчетное расстояние между ними 4 мм. Но в результате того, что второй желобок "уполз" от первого всего на 0.3 мм, он на столько же переместился и к третьему . В результате получился значительный "контраст" между первым и вторым промежутками. Если устанавливать на глаз, как раз такой результат и будет в большинстве случаев.
В случае установки параллельного упора по штангенциркулю получить приемлемый результат несравненно проще и быстрее. (в данном случае использовался упор на фрезере Макита без микрорегулировки)
Все подобные манипуляции необходимо производить не на заготовках и деталях, а на обрезках и кусках материалов, которые всегда имеются в мастерских. Они же часто используются и для изготовления шаблонов, кондукторов и прочей вспомогательной оснастки.
Оцените статью и подпишитесь на канал ПОДПИСАТЬСЯ