
Когда все основные детали шкафа изготовлены, наступает момент сборки корпуса. Учитывая, что для корпуса встроенного шкафа достаточно соединений на шкант+конфирмат, вполне можно использовать недорогой и простой кондуктор для присадки таких соединений.
Что он из себя представляет и как им пользоваться я останавливался в одной из статей (об этом ЗДЕСЬ)
Я придерживаюсь правила, что если о чем-то рассказал, то нужно и показать, где и как ЛИЧНО я это применяю. И это, считаю, единственно верный вариант поведения. Если вещь удобная и практичная - нужно демонстрировать реальные дела, а не "магазины на диванах"
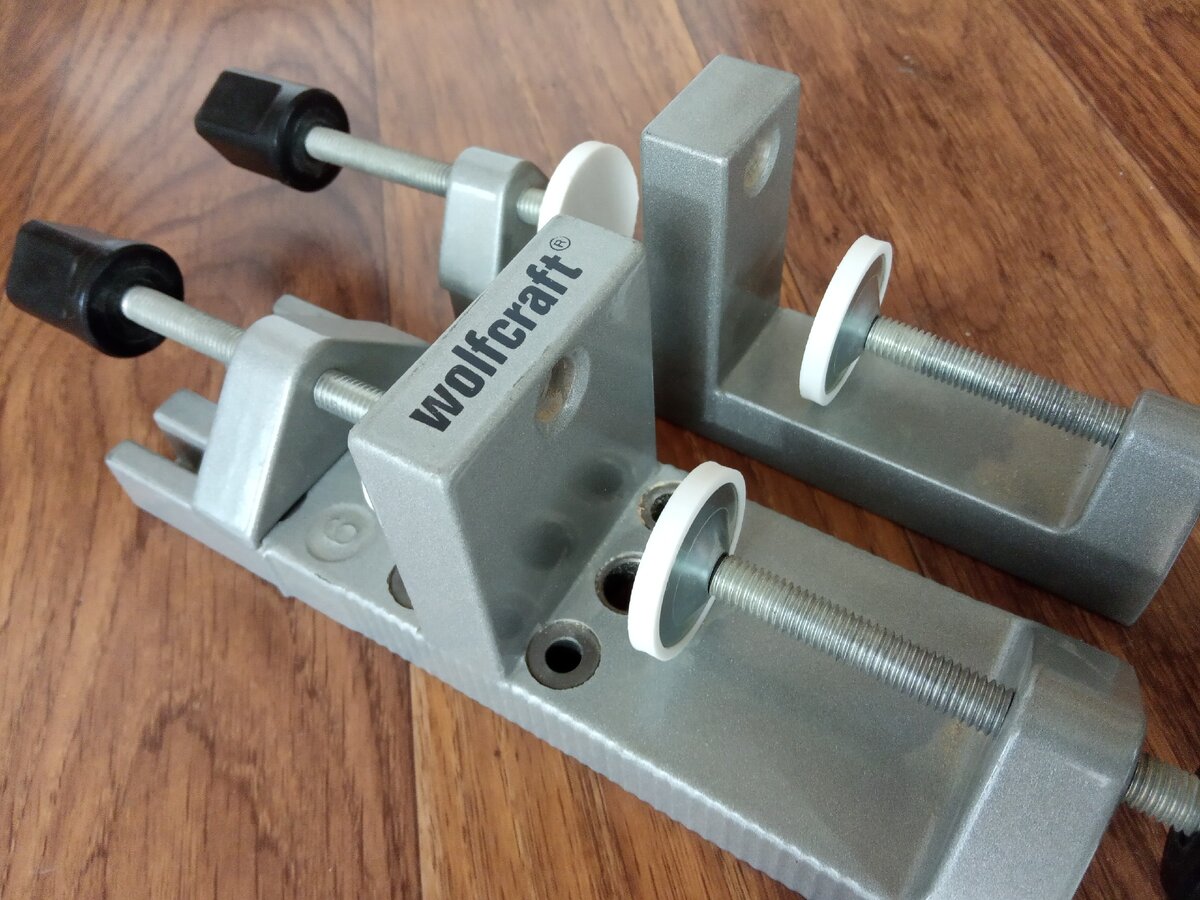
Кондуктор для присадки соединений под шкант
Данный инструмент не относится к прецизионным и высокоточным, ибо установка кондуктора и самих деталей в него осуществляется на глаз и вручную. Кроме того всегда присутствует люфт сверла в направляющей втулке, иначе сверло просто не сможет свободно вращаться. У присадочных шкантовых фрезеров принципиально иное устройство, поэтому и точность присадки там выше.
Тем не менее и с помощью данного кондуктора можно выполнить вполне качественные соединения. Во всяком случае мне это удается.
Особенно удобно, когда деталей много
Вообще достоинства приспособлений мастера начинаю осознавать при производстве большого количества однотипных операций. Когда нужно сделать одну-две детали, тогда, иной раз и приспособление городить не стоит. Но когда - десятки и сотни - другое дело. Экономится время, вырастает качество.
Я собрал оба основных шкафа, используя две позиции кондуктора: для установки полок в середине шкафа,
и соединения двух смежных деталей
Корпуса шкафа
Изготавливается оригинальный 3-х секционный шкаф в коридор.
Две секции являются основными. Угловая секция выполняет главным образом "сглаживающую" функцию - учитывая положение шкафа относительно дверного проема и угла обзора из этой точки - всегда будет визуальным недостатком вид угла и боковины шкафа. Особой вместительностью данная секция не обладает, но значение ее крайне важно - поэтому делаем.
Качество присадки
Вполне на уровне. Боковые кромки в 90% выполненных присадок оказались заподлицо. В остальных случаях получились смещения на десятые доли миллиметра.
Следующим этапом будет изготовление пилястр, являющихся одновременно и элементами соединения секций между собой. Отдельно будет рассказано и об изготовлении угловой секции.
Следите за новостями!
Оцените статью и подпишитесь на канал ПОДПИСАТЬСЯ