Вместо предисловия
Компания ИнСАТ, ведущий российский разработчик программного обеспечения для АСУ ТП, регулярно размещает обучающие материалы в свободном доступе в интернете и проводит курсы по проектированию на базе своих продуктов. Между тем часть вопросов, общих для построения автоматизированных систем, остается не охваченной в рамках базовых учебных материалов. Попробуем восполнить некоторые пробелы и показать возможные подходы при проектировании. В этой статье рассматриваются два практических примера создания систем АСУ ТП. Выбор структуры системы в обоих примерах определялся разными факторами, среди которых и предпочтения заказчика, и наработки проектировщика.
Пример № 1. Управление камнерезательным станком
Все знают величественные гранитные набережные. Гранит для них привозят с Карельского перешейка – с северного берега Онежского озера из города Кондопога. Там добывают и обрабатывают камень. На последнем этапе каменные блоки необходимо распилить на детали. Техпроцесс был отработан: автоматика станка была реализована на программируемой релейной логике, режимы работы выбирали кнопками. Однако заказчиком была поставлена цель: при минимальных затратах модернизировать станок до современного уровня автоматизации с тем, чтобы он стал способен превзойти зарубежные аналоги по качеству и стоимости.
Основная задача АСУ ТП отдельного станка – управлять технологическим процессом. К входам контроллера должны быть подключены датчики (положения, оборотов, концевики), к выходам – исполнительные механизмы (реле, контакторы, регуляторы скорости). В соответствии с поставленной целью необходимо было предельно минимизировать ручные операции настройки распила и обеспечить станок средствами диагностики для организации обслуживания. Структура разработанной АСУ ТП показана на рис. 1.
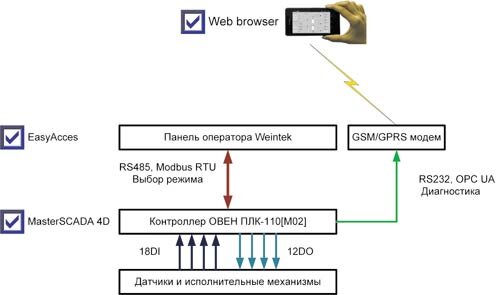
Рис. 1. Структура АСУ ТП камнерезательного станка
В соответствии с критерием «цена/качество» выбор был сделан в пользу нового контроллера компании ОВЕН - ПЛК 110 [М02] с улучшенными характеристиками и исполнительной средой MasterSCADA 4D. Контроллер не только управляет процессом резки по выбранной программе, но и выполняет диагностику состояния оборудования. Контроллер подключен к панели оператора Weintek с сенсорным экраном, которая служит для ввода заданий и выбора режимов. Она устанавливается на внешней двери шкафа, за счет чего уменьшается количество элементов ручного управления. Архив контроллера считывается при подключении к внешнему ноутбуку (локальной сети) или через GSM/GPRS-модем. Параметры каждой рабочей сессии могут быть просмотрены с любого устройства, имеющего веб-браузер.
Контроллер программируется с помощью среды разработки Master-SCADA 4D, которая поддерживает все технологические языки программирования. Для циклического процесса наиболее естественным является язык шаговых последовательностей, поэтому программа распиловки была реализована на языке SFC. На рис. 2 приведено окно среды разработки с фрагментом программы.
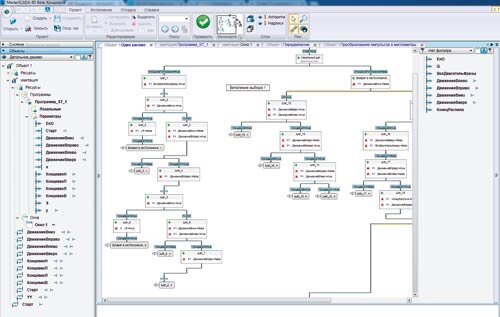
Рис. 2. Окно среды разработки с фрагментом программы SFC
Панель оператора Wientek не имеет операционной системы и может конфигурироваться только собственным инструментом EasyAcces. К сожалению, нам не удалось найти сенсорной панели в промышленном исполнении с полноценной операционной системой по приемлемой для заказчика стоимости.
Трудоемкость разработки системы, приведенной на рис. 3, была бы меньше, поскольку в ней и управление процессом, и визуализация разрабатываются в одном программном инструменте. Есть надежда, что со временем подобные устройства с необходимой производительностью будут широко распространены и это приведет к снижению их стоимости.
Рис. 3. Вариант структуры системы при наличии панели с операционной системой
В результате проведенной работы мы не только достигли тех целей, которые ставил заказчик (управление и выбор режимов с сенсорной панели), но и придали системе дополнительные качества: возможность организовать удаленный мониторинг и изменять программу работы станка «под клиента». Например, при необходимости можно реализовать сервис, собирающий информацию о состоянии всех когда-либо сделанных станков и выдающий рекомендации о предполагаемом ремонте сразу со списком необходимых для этого запчастей. К такому сервису может быть подключен как пользователь станка, так и организация, с которой заключен договор на обслуживание.
Пример 2. Управление цехом по производству балластированных труб
Прокладка трубопроводов по дну моря для «потоков с разными названиями» вызвала необходимость поставки специальных труб. Цех по производству таких изделий включает несколько линий, по которым движутся тележки с трубами, балластированными жидким бетоном. В зависимости от размеров труб тележки должны разное время выдерживаться в камерах с подогревом. На рис. 4 представлена фотография построенного цеха нового завода.
Рис. 4. Строящийся цех
Каждая линия управляется собственным контроллером. Заказчик отдал предпочтение Siemens Simatic S7. Контроллер программировался в среде Step7. В качестве сервера сбора и обработки данных используется архивный резервированный сервер MasterSCADA 3.7. Опрос контроллеров ведется через OPC-сервер PROFINET, реализованный как плагин к OPC-серверу Multi-Protocol Master. Выбор режимов и ввод уставок производится со станций оператора с установленным клиентом к архивному серверу MasterSCADA. Упрощенная структура АСУ ТП изображена на рис. 5.
Рис. 5. Структура АСУ ТП цеха
Время перемещения трубы по участкам обработки точно фиксируется в системе (в сервере сбора данных). Текущее положение каждой трубы и текущие режимные параметры можно видеть на мнемосхеме с любой станции оператора (рис. 6). Основная станция диспетчера оснащена видеостеной с тремя мониторами, поэтому длинная линия отображается полностью.
Рис. 6. Мнемосхема цеха с отображением загруженной тележки
Кроме задачи движения труб (загрузка, выгрузка, перемещение в соответствии с режимной картой), АСУ ТП цеха решает информационные задачи: идентификация труб и формирование паспорта с отчетом о параметрах балластирования и прогрева.
Структура системы всегда является компромиссом между пожеланиями заказчика, привычками и наработками проектировщика, возможностями оборудования (открытостью интерфейсов) и программного обеспечения (адаптивностью). Для данной задачи можно было реализовать иную структуру, выбрав другой контроллер. На рис. 7 показана структура системы, на всех уровнях которой используется MasterSCADA. При работе в рамках единой среды была бы значительно снижена трудоемкость проектирования.
Рис. 7. Вариант структуры системы с контроллером с доступной операционной системой
Заключение
Создание системы автоматизации – процесс творческий. Многовариантность решения на каждом этапе разработки позволяет говорить об искусстве проектирования. Выше приведены краткие описания лишь двух разных по задачам и масштабу систем и только по одному альтернативному варианту для каждой из них. В статье не были затронуты многие интересные вопросы, возникающие на практике. Однако линейка программных продуктов с тегом Master (MasterSCADA, MasterOPC, MasterPLC) дает возможности для решения практически любых задач по автоматизации технологических процессов.
Статья опубликована в журнале "ИСУП"