C фабрикой по производству стальных дверей BARS я сотрудничаю 17 лет. За это время видел, как развивалась компания, как менялись технологические процессы. Сейчас это лучшее производство входных дверей в России.
Дверь. Дверь это то, что защищает ваш дом от агрессивного внешнего мира. Она должна быть надёжной, технологичной и отвечать высоким стандартам качества.
Экономя на дешёвой входной двери, вы экономите на собственной безопасности и безопасности ваших близких.
Фоторепортаж с производства.
Поехали.
Любая дверь, которую изготавливает фабрика создаётся в системе автоматизированного проектирования. Каждой детали, присваивается свой номер.
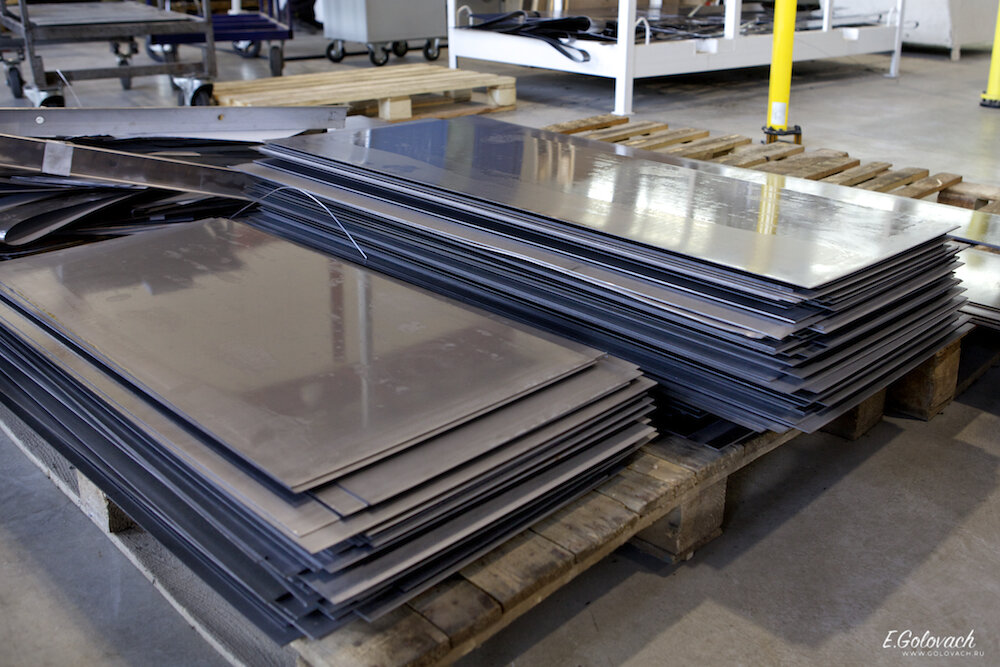
Производство двери, начинается с высечки развертки (выкройки) стальной детали из металических листов.
Для точного изготовления разверток, используется высечной роботизированный станок с ЧПУ TRUMPF TRUMATIC 3000 ROTATION.

Благодаря умному и аккуратному перемещению мелких деталей робот позволяет без царапин обрабатывать листы толщиной до 6,4 мм и пробивать пробивает стальной лист со скоростью автомата Калашникова -1300 ударов в минуту!
Производство на фабрике управляется автоматической системой. Она знает, сколько и какого размера нужно произвести заготовок для конкретного заказа или размера.
После обработки и вырубки роботом стального листа получаются вот такие детали. Теперь их нужно согнуть.
Сгибает развертку из стального листа высокоточный листогибочный роботизированный пресс TRUMPF TRUMABEND V85S с ЧПУ.
Сгибает развертку из стального листа высокоточный листогибочный роботизированный пресс TRUMPF TRUMABEND V85S с ЧПУ.
Для определения характеристик пружинистости листа, у робота есть функция адаптивной гибки и измерительный инструмент. Этим достигается точность с миллиметровым допуском для гиба каждой заготовки.
После того, как детали согнули и проверили и измерили их сваривают между собой точечной сваркой.
В отличие от конкурентов полотно двери BARS делается из цельного листа стали на станке TRUMPF TRUMATIC TC3000R с использованием роликового инструмента.
Прокатка листа нужна для нанесения технологических отверстий и придания формы полотну двери.
Первичная сборка деталей на стапеле. Благодаря тому, что процесс вырубки и гибки роботизирован, детали двери и дверной коробки стыкуются между собой с точностью в десятые доли миллиметра. Детали для стальной двери, раскладывают в определённом порядке и подготавливают для сварочных работ.
Ручная сварка элементов производится сварщиками 5 - и 6 разрядов.
В обязанности сварщика 6-го разряда входят умение работать электродной, плазменной и газовой сваркой над особенно сложными изделиями, узлами, системами металлоконструкций, а также над трубопроводами и различными механизмами из разных сортов стали, чугуна, цветного металла и сплава, которые предназначаются для работ при динамических и вибрационных нагрузках.
В полотно укладывают механизацию управления и защиты замковых систем. Инструментально и визуально проверяются сварные швы.
Внутренние полости двери закладывается экологически чистым и безопасным наполнителем. Это обеспечивает 98% тепло и звукоизоляции двери BARS.
Затем дверь направляется на стол где точечной сваркой полотно приваривается в 240 точках.
Для дальнейшей работы, заготовку двери, помещают на измерительный стенд, где проверяются углы и зазоры.
Если есть несовпадения, заготовку отправляют на переработку. Контроль пройден, двери присвоен номер.
Покраска. Перед нанесением порошкового покрытия, двери моют и сушат и помещают в печь где краска запекается при температуре 200 градусов. Цвет порошковой окраски, может быть любой. В BARS используют порошок из Италии. Готовые сваренные и покрашенные двери ждут окончательной сборки.
Фабрика BARS. Цех обработки металла.
Склад.
Дверь BARS состоит из 1025 деталей (замок я не считаю), все эти детали, нужно где то хранить и вовремя поставлять на производство.
В «Барсе» есть своя технология учёта и хранения комплектующих. Склад огромен.
Обработка дерева. Мебельный щит. Важный этап производства входной двери. Это то, что видят люди, это эстетика и красота. На склад привозят доски разных пород дерева. Все доски обрезают в стандартный размер. И распускают. Получается много мелких реек.
Концы досок использовать в производстве нельзя, так-как в них скапливается внутреннее напряжение после сушки древесины.
Сборка щита. Готовят клеевой раствор. Промазывают доски. И под прессом, с усилием равным весу железнодорожного вагона склеивают в щит.
Склеенный щит отправляют на первичное высыхание.
После первичного высыхания, щит достают и отправляют на длительное хранение. Сушка проходит в течение двух месяцев в нормальных условиях, таких-же, в которых будет эксплуатироваться будущая дверь.
За время сушки влага которая была в основе клеевого раствора, успевает испариться. Это обоснованная мера, так как двери устанавливают в загородных домах, а там может быть сыро. На улице сыро и в «двери» сыро - дверное полотно может треснуть, но благодаря сушке, такие проблемы сведены к нулю.
Для обработки элементов декора используется робот BIESSE Rover. Он умеет всё. Буквально. Профиль может быть любой, в зависимости от фрезы.
Детали декора, которые вырезал станок, на сборочном столе собирают в панель.
Затем панель сушат и отправляют в окрасочную камеру. После предварительной окраски, проводится дефектовка декора. Дальше, будет следующий слой лака.
Любопытно, что в BARS серьезно озадачены тем, чтобы лака на натуральном дереве было как можно меньше. Это делается не для экономии, а для тех кто понимает...
Ручная шлифовка сложных участков, позволяет сохранить оригинальный рисунок структуры дерева.
Цех деревообработки фабрики входных дверей BARS.
Декор готов и дверная коробка готова.
В почти готовый продукт, устанавливают замковые системы и системы, которые заказал владелец двери BARS.
При сборке двери работникам запрещено сверлить, пилить, подтачивать металл. Все отверстия уже были сделаны на первом этапе штамповки.
Еще раз проверяют качество окраски и сварных швов.
Установка декора. Для крепления декора двери, используется 230 шурупа!
Готовый продукт. Мне напомнили, натуральный венге действительно имеет равномерную природную структуру и не залит лаком.
Но и это еще не всё...
После того, как дверь собрали, её отправляют на очередной стапель для проверки работы систем и замковой группы.
Все работы на финишном стапеле, фиксируются видео системой контроля.
Готовые двери в ожидании транспортировки.
Часто клиенты фабрики находятся далеко. Для того, чтобы дверь доехала к ним целой и невредимой, на фабрике делают "военный ящик". Эта упаковка выдерживает нагрузку 1800 килограмм, ей не страшны российские транспортные компании.
Перед сборкой следующей двери сборщик обязан убрать рабочее место. Чистота на фабрике - идеальная.
Ну а дальше, если заказчик живет в Москве, двери погрузят вот в такие «Мерсы» и увезут к новым владельцам.
В результате всех этих операций, получается вот такая красота.
Такие они, входные двери BARS.
Ко всему прочему, на фабрике могут изготовить и установить дверь любого размера и любого дизайна.
Более подробную информацию можно узнать на сайте фабрики.