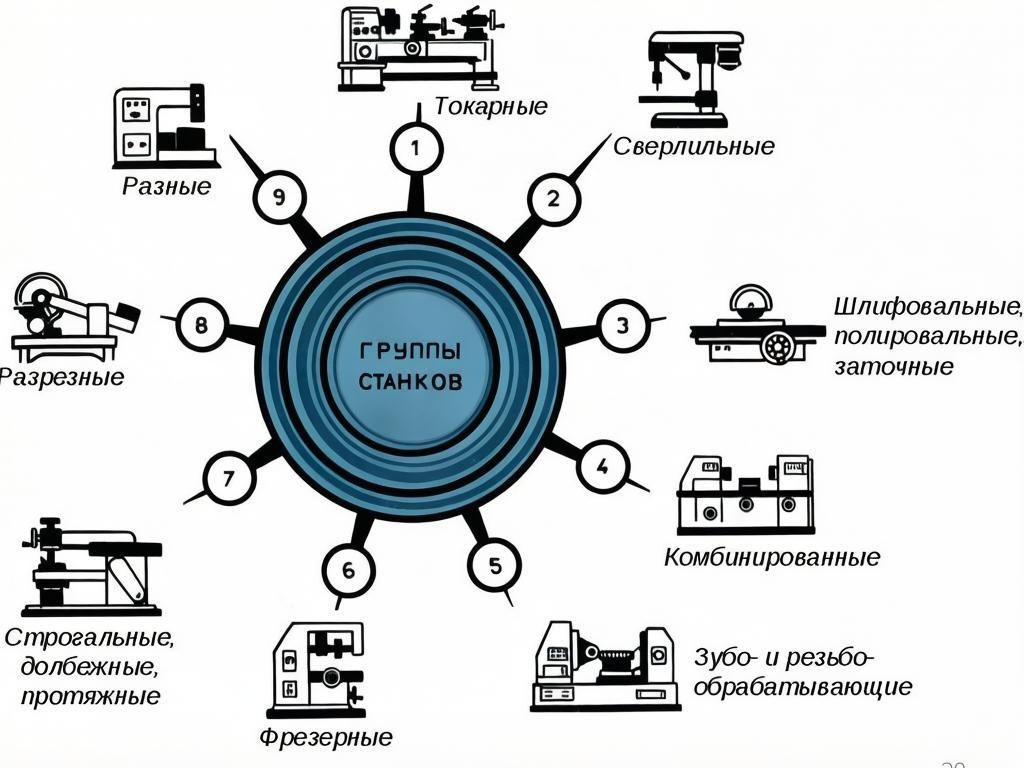
Для любого технолога, начальника цеха или экономиста ПЭО понимание структуры станочного парка — это базовый фундамент работы. В отечественном машиностроении основой до сих пор является единая классификация металлорежущих станков, разработанная Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС). Согласно этой системе, всё оборудование делится на 9 основных технологических групп, каждая из которых имеет свою строгую специализацию и цифровую маркировку (первая цифра в модели любого отечественного станка — это номер его группы).
История создания и суть классификации ЭНИМС
Классификация была разработана в СССР в первой половине XX века под руководством института ЭНИМС. Ее главной задачей было упорядочить весь огромный станочный парк страны и создать единый «язык» для конструкторов, снабженцев и экономистов.
Система построена по децимальному принципу: все станки делятся на 9 групп (по методу обработки), а каждая группа, в свою очередь, делится на 9 типов (по конструктивным особенностям).
Как читать модель отечественного станка по этой системе
Каждому станку присваивается цифро-буквенный индекс (шифр), где первые цифры строго привязаны к схеме на картинке.
Пример №1: Легендарный токарный станок 1К62
- 1 (первая цифра) — станок принадлежит к 1-й группе (Токарные).
- К (буква) — поколение станка или его модернизация (конструктивное улучшение).
- 6 (вторая цифра) — принадлежит к 6-му типу этой группы (Токарно-винторезный станок).
- 2 (третья цифра) — главный технический параметр станка (в данном случае — высота центров над станиной, равная 200 мм).
Пример №2: Вертикально-фрезерный станок 6Р12
- 6 — принадлежит к 6-й группе (Фрезерные).
- Р — серия/модификация завода-изготовителя.
- 1 — принадлежит к 1-му типу (Вертикально-фрезерный).
- 2 — условный типоразмер станка (размер рабочей поверхности стола).
Почему эта классификация актуальна в 2026 году?
Несмотря на появление современных пятиосевых обрабатывающих центров, лазерных комплексов и китайского оборудования, классификация ЭНИМС остается базой для российского машиностроения по трем причинам:
- Инвентаризация и ТОиР: Все службы главного механика (ОГМ) и планово-предупредительного ремонта (ППР) на российских заводах ведут учет станочного парка и списывают нормативы на обслуживание, опираясь именно на эти 9 технологических групп.
- Закупки и Снабжение: Профессиональные B2B-площадки и тендерные подборки в РФ до сих пор используют структуру ЭНИМС для категоризации лотов на закупку оборудования.
- Образовательный стандарт: Профильные технические вузы и колледжи обучают будущих операторов и технологов ЧПУ строго по этой классической схеме.
Давайте подробно разберем эту структуру, опираясь на классическую схему распределения оборудования, чтобы понимать возможности каждого типа станков на производстве.
Группа 1. Токарные станки (1)
Самая массовая и востребованная группа станков на любом механическом производстве. Сюда относятся универсальные токарно-винторезные станки (например, легендарный 1К62 или 16К20), токарно-карусельные, лоботокарные и современные токарные обрабатывающие центры с ЧПУ.
- Технологическая суть: Обработка заготовок, представляющих собой тела вращения (валы, оси, втулки, фланцы, шкивы). Главное движение — вращение заготовки, зажатой в патроне, движение подачи — перемещение резца.
Группа 2. Сверлильные и расточные станки (2)
Оборудование, без которого невозможно выполнить ни одно сборочное соединение. Включает в себя вертикально-сверлильные, радиально-сверлильные, координатно-расточные и горизонтально-расточные станки.
- Технологическая суть: Создание новых или увеличение диаметра уже существующих отверстий в деталях, а также их чистовая обработка. Главное движение здесь выполняет сам режущий инструмент (сверло, зенкер, развертка, расточной блок) — оно вращается вокруг своей оси.
Группа 3. Шлифовальные, полировальные и заточные станки (3)
Группа станков, отвечающая за финишные операции, микронную точность и идеальное качество поверхности (шероховатость). Сюда входят круглошлифовальные, плоскошлифовальные, внутришлифовальные и хонинговальные станки.
- Технологическая суть: Снятие тончайших слоев металла с помощью абразивных или алмазных кругов, а также заточка режущего инструмента для других цехов.
Группа 4. Комбинированные станки (4)
Особая группа оборудования, совмещающая в себе возможности нескольких типов станков. В современной интерпретации к этой группе идейно близки многофункциональные токарно-фрезерные обрабатывающие центры.
- Технологическая суть: Выполнение разнообразных технологических операций (например, токарных, фрезерных и сверлильных) над деталью за один установ, что критически важно для сокращения вспомогательного времени и повышения производительности в мелкосерийном производстве.
Группа 5. Зубо- и резьбообрабатывающие станки (5)
Узкоспециализированное, но критически важное оборудование для производства приводных механизмов, редукторов и трансмиссий. Включает зубофрезерные, зубодолбежные, резьбофрезерные и зубошлифовальные станки.
- Технологическая суть: Нарезание и калибровка зубьев шестерен, зубчатых колес, шлицевых валов, червяков, а также высокоточное изготовление резьб.
Группа 6. Фрезерные станки (6)
Вторая по популярности группа станков на производстве после токарных. Сюда относятся вертикально-фрезерные, горизонтально-фрезерные, широкоуниверсальные и 3-5 осевые фрезерные станки с ЧПУ.
- Технологическая суть: Обработка плоских и фасонных поверхностей, пазов, уступов, колодцев и сложных корпусных деталей. Главное движение — вращение многолезвийного инструмента (фрезы), движение подачи — перемещение стола с закрепленной заготовкой.
Группа 7. Строгальные, долбежные и протяжные станки (7)
Группа оборудования, характеризующаяся возвратно-поступательным (прямолинейным) главным движением. Включает продольно-строгальные, поперечно-строгальные, долбежные и горизонтально/вертикально-протяжные станки.
- Технологическая суть: Обработка линейных плоскостей, длинных пазов, шпоночных канавок в отверстиях шестерен и калибровка внутренних многогранных поверхностей. Отличаются высокой мощностью и надежностью при обработке крупных деталей.
Группа 8. Разрезные станки (8)
Оборудование, с которого начинается любой производственный цикл в заготовительном цеху. Сюда относятся ленточнопильные станки, отрезные круглопильные станки, а также современные лазерные, плазменные и гидроабразивные комплексы раскроя материала.
- Технологическая суть: Раскрой листового металла и разрезка сортового проката (прутков, труб, швеллеров, двутавров) на мерные заготовки для их последующей чистовой обработки.
Группа 9. Разные станки (9)
Специфическая группа, куда ЭНИМС отнес оборудование, не вошедшее по своим технологическим признакам в первые восемь категорий.
- Технологическая суть: Сюда относятся балансировочные станки, автоматы для испытания готовых узлов, делительные машины, а также электроэрозионные, ультразвуковые и лазерные станки специального технологического назначения.
Резюме:
Знание этой структуры позволяет правильно выстроить логистику цеха. Поток заготовок должен двигаться последовательно: начинаясь на разрезных станках (Группа 8), проходя черновую и чистовую обработку на токарных и фрезерных группах (1 и 6), и заканчиваясь на финишном шлифовании (Группа 3) перед отправкой на сборку или склад готовой продукции.
Подписывайтесь на наш канал, чтобы ваше производство всегда работало в строгом допуске!
#оборудование@v_dopuske #металлообработка@v_dopuske #станки@v_dopuske
#классификациястанков #металлорежущиестанки #ЧПУ #токарныйстанок #фрезерныйстанок #инженертехнолог #начальникцеха #вдопуске #машиностроение #металлообработкаРФ #инфографикастанков