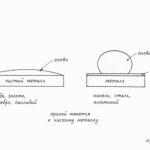
Припой собрался в шарик и не желает липнуть к площадке. Знакомо? Первое, что приходит в голову — «мало температуры», «припой плохой», «паяльник сел». На практике причина почти всегда одна, и её в этом списке нет. Разберём, что такое паяемость на самом деле, почему олово смачивает медь и не смачивает сталь, для чего тут нужен флюс для пайки — и заодно вычистим несколько мифов, которые десятилетиями кочуют из статьи в статью и заставляют людей греть плату сильнее, чем нужно.
Паяемость — это смачивание. А «холодная пайка» — неудачный термин
Когда расплавленный припой растекается по выводу или площадке тонкой ровной плёнкой — это смачивание. Когда не растекается, а собирается в шарики, как вода на жирной поверхности, — это несмачивание. То, что часто называют «холодной пайкой», к нехватке тепла обычно отношения не имеет: это просто несмачивание. Правильно называть это «сухой пайкой», и это название честнее описывает суть.
Здесь важно развести два слова, которые путают постоянно: паяемость и «паяется / не паяется».
Паяемость — это насколько трудно снять оксид с конкретной детали. Величина сравнительная: у олова паяемость лучше, чем у меди, у меди — лучше, чем у никеля. И даже у двух кусков одной меди паяемость разная: у того, что окислился сильнее (например, полежал пару лет), она хуже. Оксид со временем растёт, поэтому старые детали почти всегда паяются хуже новых.
А «паяется» — это уже про конкретный флюс. Если выбранный флюс успевает снять оксид до того, как вы поднесёте припой, — деталь паяется. Не успевает — не паяется. Лучшая паяемость не гарантирует, что деталь спаяется: всё решает, хватит ли активности именно этого флюса именно за это время.
Олово делает всю работу. Остальное — наполнитель
Припой — это сплав. В оловянно-свинцовом работает олово; свинец сравнительно инертен и играет роль наполнителя. В бессвинцовом то же самое: смачивает олово, а серебро и медь — добавки. Поэтому, когда говорят «припой смачивает медь», имеют в виду именно олово.
Олово смачивает медь, золото, серебро и палладий. И почти не смачивает никель, сталь и алюминий. Причина — в межатомном притяжении между чистым металлом и оловом. Атомам металлов-проводников энергетически выгодно с чем-нибудь соединиться и поделить электроны. Как только они уже соединились — например, связались с кислородом в оксид, — они становятся пассивными, и припой к ним не тянется. Притягивает только чистый, не связанный металл.
Когда олово касается чистой меди, между ними не просто механический контакт — идёт химическая реакция, и образуется интерметаллид. Именно он, а не «припой приклеился к площадке», держит соединение — и механически, и электрически. В системе медь–олово это Cu₃Sn (плавится при 676 °C, образуется пока припой жидкий) и Cu₆Sn₅ (плавится при 415 °C, продолжает медленно нарастать уже после застывания). Нужна оптимальная толщина этого слоя. Тоньше — соединение слабое. Толще — хрупкое.
Оксид появляется мгновенно — вот для чего нужен флюс
Любой металл, кроме золота, покрыт оксидом — пассивной плёнкой, которая не даёт олову дотянуться до чистого металла. И появляется этот оксид мгновенно: как только свежая поверхность встречает воздух, реакция с кислородом идёт сразу.
Оксид — не сплошная плёнка, как столешница, а пористая. Удобно представлять его оконной сеткой. Если поры крупнее атомов кислорода, кислород проходит сквозь них к чистому металлу и наращивает новый оксид. У железа поры крупные — поэтому оно ржавеет насквозь. У нержавейки поры мельче молекулы кислорода — поэтому она и «нержавеющая»: оксид защищает металл под собой. Медь и олово окисляются сильнее нержавейки, но в какой-то момент поры закрываются и рост останавливается — как если сложить много сеток внахлёст, в итоге выходит непроницаемый барьер.
Есть и второй фактор, объясняющий, почему одни металлы паяются легко, а другие тяжело: сила связи металла с кислородом разная. У олова она слабая, у меди слабая, у никеля заметно сильнее, у нержавейки очень сильная, а хром, хоть и блестит «серебром», требует совсем уж крепкой кислоты. Так что «блестит серебром — значит, паяется легко» — неверно.
Теперь главное. Флюс снимает оксид — но снять оксид мало. Зачистите медь шкуркой — и на свежем металле мгновенно вырастет новый оксид, пусть в одну молекулу толщиной. Этого достаточно, чтобы смачивания не было. Поэтому:
Флюс — это то, что снимает оксид и не даёт образоваться новому, пока вы не нанесли припой.
Снять оксиды и удержать поверхность от повторной оксидации. Вторая половина задачи не менее важна, чем первая, — и именно про неё чаще всего забывают.
Что внутри флюса, если по-простому. Кислоты — их обычно называют «активаторами» — снимают оксид. В надёжных флюсах кислоты, к слову, мягкие: лимонный сок активнее, чем кислоты во многих высоконадёжных составах. Дальше — пленкообразующая основа (канифоль, смолы, ПЭГ). По сути это то, что запечатывает уже очищенный металл от кислорода. И растворители — обычно спирты и эфиры — нужны только для того, чтобы всё это удобно нанести; сами они ничего не паяют.
Отдельно про галогены. Небольшая добавка галогенов усиливает работу кислот — это известно. Но галогены в большом количестве разрушительны для платы. Поэтому надпись «без галогенов» имеет смысл только применительно к конкретному продукту и только если она подтверждена замером, а не написана на этикетке «для красоты».
От чего на самом деле зависит паяемость
Чистота. Масло, жир, пыль на поверхности мешают так же, как оксид.
Толщина оксида. Чем толще, тем активнее нужен флюс. И тут ловушка: оксид — основание, он нейтрализует кислоту флюса (в реакции образуются вода и соли металла). Кислота может закончиться раньше, чем снят весь оксид. А подповерхностный оксид не убрать, пока не снят верхний.
Покрытие. Иммерсионное золото по никелю (ENIG) паяется хорошо. Голая медь, особенно полежавшая, — заметно хуже.
Температура. Снятие оксида — эндотермическая реакция: ей нужно тепло, и идёт она тем быстрее, чем горячее. Но включается только после того, как испарится растворитель. Температура активации часто около 65 °C — и это лишь точка старта, а не рабочий режим.
Время. Контакт припоя с поверхностью должен длиться достаточно, чтобы успел сформироваться интерметаллид.
«Чистая пайка» — не значит чисто
В электронике «чисто» — не косметическое понятие. То, что видно, обычно не опасно. Опасно то, чего не видно.
Коричневые разводы канифоли, которые многих пугают, на надёжность почти не влияют: канифоль гидрофобна и работает как защитное покрытие, запечатывая кислоту в сухой среде. А вот невидимый ионный остаток кислоты — проводящий и потенциально коррозионный — как раз и есть источник отказов. Плата может выглядеть идеально вымытой и при этом быть ионной катастрофой. И наоборот: плата с видимой канифолью может годами работать без нареканий даже во влажном климате.
Влажность тут решает. Одна и та же сборка, отлично работающая в сухом воздухе Астрахани, во влажном Сочи или Красной Поляне летом может массово отказывать — при абсолютно одинаковом уровне загрязнения. Поэтому надёжность остатков проверяют не на глаз, а замером сопротивления изоляции (SIR) в камере при 85 °C и 85 % влажности — в условиях, где проводящий остаток гарантированно себя проявит.
Отсюда же — правда про безотмывочный (no clean) флюс. В большинстве задач не отмывать флюс действительно правильнее: отмывка дорога (нередко дороже самой пайки) и ненадёжна — у воды высокое поверхностное натяжение, и она физически не достаёт туда, куда затёк низковязкий флюс. Но надпись «no clean» на этикетке сама по себе ничего не гарантирует. Безопасность остатка нельзя увидеть — её можно только измерить.
И ещё одна неудобная правда — про классификацию флюсов по J-STD-004. Рейтинг активности (L/M/H) — хорошая отправная точка, она экономит время. Но у части флюсов с «низкой активностью» подозрительно высокое кислотное число, а на реальной плате не каждый участок прогревается достаточно, чтобы кислота сработала и «нейтрализовалась». Данных о проводимости флюса до нагрева производители обычно не дают. Вывод простой: измеряйте сами SIR конкретной партии в условиях эксплуатации и ваших термопрофилей, и не верьте надписи NC на этикетке.
Сколько нужно температуры для надежной пайки?
Ровно столько, чтобы самая холодная точка, через которую должен пройти припой, достигла температуры его плавления. И достаточно времени, чтобы припой не застыл раньше, чем заполнит все места соединения. Всё, что выше этой точки, не даёт никакого выигрыша — только зря нагружает компоненты и плату.
Хорошая иллюстрация силы интерметаллида — белая «корка» на выводах старых радиоприёмников. Это интерметаллид олова и меди. По мере того как олово уходит в этот слой, в припое его остаётся всё меньше, пока не остаётся почти один свинец. Под белой коркой — очень твёрдый и тугоплавкий интерметаллид (плавится в районе 415–676 °C, далеко за пределами температуры паяльника), а под ним уже чистая медь. Именно поэтому старый провод нельзя просто «переплавить» — его отламывают и паяют поверх оставшегося металла.
Стандарты, на которые стоит опираться
Чтобы не спорить о методиках тестирования, есть отраслевые документы. IPC J-STD-001 задаёт требования к паяным электронным сборкам — материалы, процессы, критерии. IPC-A-610 описывает критерии приёмки: по нему оценивают качество готовых соединений. А классификацию самих флюсов (активность L/M/H, порог «без галогенов» — менее 0,05 %) задаёт IPC J-STD-004. Эти три документа закрывают базово почти все практические вопросы «как должно быть». Но не стоит опираться на эти стандарты как на истину в последней инстанции: ведь они больше про инспекцию, а не про предотвращение дефектов и причины их появления.
Что из этого следует
Если все сократить то картина простая. Паять легко, когда мы сами делаем пайку лёгкой: снимаем полностью оксиды, не даём площадке заново окислиться и греем ровно столько, сколько нужно. Олово делает работу само. Задача флюса — снять оксид и удержать поверхность чистой до прихода припоя. А «чистота» платы — это не то, что видно глазом, а то, что показывает замер SIR.
Последнее — это, по сути, и есть причина, по которой мы в Sigma Flux измеряем SIR на каждой партии и продаем только те флюсы, которые прошли тест. С каждой ревизии у нас остаётся контрольный образец — чтобы мы могли проверить работу флюса даже спустя год после продажи. Наша цель это стабильные свойства продукции, ну а паспорты на флюсы вы можете найти на нашем сайте