Выбор линейного привода — это не просто техническая формальность. Это решение, которое определяет, будет ли станок работать 24/7 или встанет через месяц, а закупщик получит счет, от которого у финансового директора случится инфаркт.
Недавно к нам в АО «Техникс» обратился главный конструктор предприятия, производящего портальные станки для плазменной и газовой резки металла. Ситуация была классической, но от этого не менее критичной: на этапе финального согласования спецификации они поняли, что заложенная кинематика не работает ни по деньгам, ни по физике.
Анатомия ошибки: когда ШВП не подходит по определению
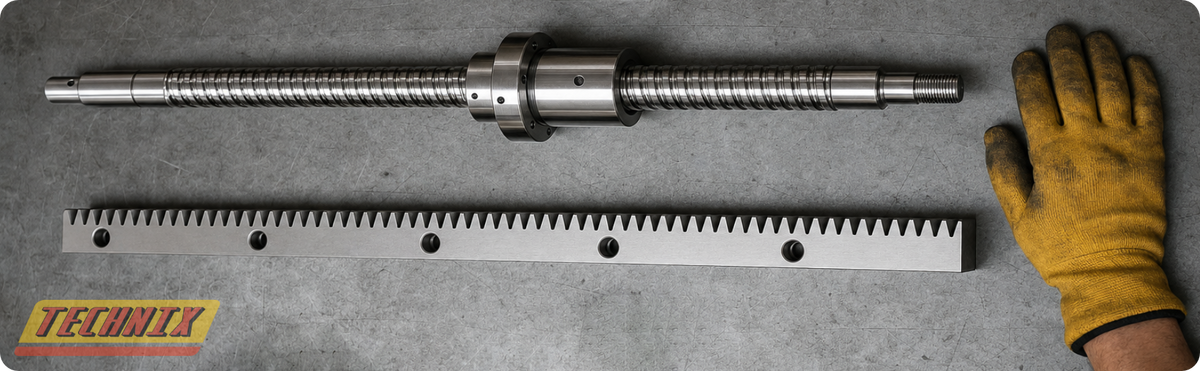
Задача стояла так: портальный станок для раскроя стального листа толщиной до 50 мм с длиной оси X 4000 мм и шириной портала 2000 мм. Конструктор, стремясь обеспечить максимальную точность, заложил на продольную ось шарико-винтовую пару (ШВП). Логика казалась железной: ШВП дает высокую жесткость, нет люфтов, отличная повторяемость.
Но когда закупщики получили расчет стоимости, проект встал. Цена комплекта ШВП на 4 метра взлетела экспоненциально. Более того, технолог завода предупредил: смонтировать и обслужить 4-метровый шлифованный винт в условиях цеха с обилием металлической пыли и окалины — самоубийство для ресурса.
Конструктор пришел к нам с запросом: «Можно ли найти более дешевый аналог HIWIN, чтобы уложиться в бюджет, но не потерять точность?»
Мы ответили честно: проблема не в бренде, а в самой физике процесса. Для задачи плазменной резки ШВП — это избыточное и неподходящее решение.
Инженерный аудит: математика против амбиций
Наши инженеры провели расчет и наглядно показали, почему длинный ШВП в данном случае — тупик.
1. Критическая скорость и резонанс. При длине 4000 мм винт неминуемо войдет в резонанс на рабочих скоростях. Он начнет «бить», что убьет точность и ресурс.
2. Абразивная среда. Плазменная резка — это окалина, металлическая пыль, брызги расплава. ШВП требует идеальной защиты: абразив попадает в циркуляционные каналы гайки и убивает ее за недели.
3. Момент инерции. При попытке увеличить диаметр винта момент инерции нагрузки растет квадратично (J = m x r2), сервопривод «захлебнется», а динамика разгона упадет.
Вердикт специалистов «Техникс»: на ходах свыше 2500–3000 мм в условиях загрязненной среды королем становится зубчатая рейка. А для задач раскроя, где скорости не превышают 30–40 м/мин, оптимальным выбором является прямозубая рейка.
Решение: «рабочая лошадка» для тяжелых условий
Мы предложили перепроектировать узел на базе прямозубой зубчатой рейки TECHNIX в паре со стальной шестерней, закаленной ТВЧ, и системой пружинного раздвоения для устранения люфта.
Почему именно прямозубая рейка?
- Цена. Прямозубая рейка проще в производстве и значительно дешевле аналогов со сложным профилем зуба при сопоставимом модуле.
- Надежность в грязи. Прямой профиль зуба легче очищается от окалины и пыли, не склонен к «забиванию» межзубья абразивом.
- Достаточность характеристик. Для плазменной резки не требуется микронная плавность хода фрезерного станка. Погрешность позиционирования ±50 мкм на метр полностью закрывает требования к качеству реза.
- Простота монтажа. Прямозубая рейка не требует выверки направления наклона зубьев при стыковке секций, что снижает риск ошибки монтажника.
Что мы сделали в рамках инженерной поддержки:
- Рассчитали ресурс (L10) и подобрали модуль рейки, гарантирующий стабильно высокую грузоподъемность на всей длине 4 метров.
- Помогли с устранением люфта. Заложили схему с пружинным раздвоением шестерни, что полностью убрало «мертвую зону» на реверсе без удорожания сервопривода.
- Разработали схему стыковки. Главный страх технологов при монтаже реек — «удар» на стыке секций. Мы заложили схему с использованием установочных штифтов и точным выдерживанием шага зуба.
- Подобрали термообработку. Шестерня с закалкой ТВЧ обеспечивает ресурс в 3–5 раз выше, чем обычная конструкционная сталь, что критично при работе в абразивной среде.
Экономика и логистика: победа TCO
Для финансового директора мы подготовили расчет совокупной стоимости владения (TCO).
- Логистика: 4-метровый винт требует спецупаковки, его легко повредить при транспортировке. Рейки TECHNIX длиной по 1 метру компактно упаковываются и хранятся на полке.
- Риск простоя: если повредится участок рейки, мы просто заменим одну секцию за час. Замена 4-метрового винта — это полный демонтаж портала и недели простоя.
- Обслуживание: прямозубая рейка требует минимальной смазки и легко очищается. ШВП в условиях плазменной резки потребовал бы еженедельного ТО и замены гаек каждые 3–6 месяцев.
Итоги кейса
Завод получил станок, который перемещает портал со скоростью до 40 м/мин с точностью позиционирования ±0,1 мм на всей длине 4 метров. Это полностью закрывает требования к качеству плазменного реза и позволяет конкурировать с европейскими аналогами.
Главный бонус — скорость и надежность. Винты HIWIN в текущих реалиях пришлось бы ждать 4–8 недель. Рейки и шестерни TECHNIX лежат на нашем складе в Санкт-Петербурге. Отгрузка заняла 48 часов. Проект не встал, станок уехал заказчику точно в срок.
Резюме для конструкторов и закупщиков
АО «Техникс» — это не просто отгрузка металла. Мы предоставляем полный цикл инженерной поддержки: от расчета нагрузки и подбора аналогов импортных позиций до помощи в монтаже и настройке сервоприводов.
Прямозубые зубчатые рейки TECHNIX — это европейский уровень качества, полный аналог мировых брендов по присоединительным размерам и ресурсу, но с локальным сервисом и ценой, которая не убьет ваш бюджет.
Проектируете новый узел или модернизируете старый? Не гадайте с кинематикой. Присылайте задачу — наши специалисты бесплатно сделают расчет и подберут оптимальную геометрию привода.