
Латунь — сплав меди и цинка, известный прочностью, коррозионной стойкостью и эстетичным золотистым оттенком. В частном домостроении и квартирном ремонте латунные детали встречаются повсеместно: фитинги для водопровода, корпуса смесителей, теплообменники газовых колонок и радиаторы, элементы лестничных ограждений и мебельной фурнитуры. Когда такое изделие выходит из строя или требуется герметичное соединение труб, на помощь приходит пайка. В отличие от сварки, она не деформирует тонкостенные элементы и выполняется доступным оборудованием в условиях обычной мастерской или даже на кухне, если соблюдать меры безопасности. Однако латунь — металл с характером, и просто повторить привычные приёмы пайки меди здесь не получится. Нужно чётко понимать особенности поведения сплава, правильно выбирать флюс и припой, а также выдерживать тепловой режим. Обо всём этом — в нашем подробном руководстве.
Читайте также:
-Разновидности грунтовок для внутренней отделки дома: полное руководство;
-Звукоизоляция частного дома: полная инструкция по материалам и монтажу;
-Защита от короткого замыкания в частном доме: полное руководство по безопасности;
-Вибродемпфирующая лента: что это и почему без неё не работает звукоизоляция.
Особенности пайки латуни, которые обязан знать каждый мастер
Почему новички часто терпят неудачу при первой же попытке спаять латунную муфту? Причина кроется в трёх специфических свойствах этого сплава, которые отличают его от чистой меди или стали.
Выгорание цинка — главный враг прочного шва
Латунь содержит до 40% цинка. Температура плавления цинка — около 420 °С, тогда как сама латунь плавится при 880–950 °С. При нагреве открытым пламенем цинк начинает испаряться и выгорать, оставляя после себя пористую, рыхлую структуру шва, покрытую характерным белесым налётом. Такой шов не держит давление, легко трескается и совершенно не годен для водопроводных систем или ответственных строительных конструкций. Чтобы избежать выгорания цинка, необходимо строго контролировать температуру: греть деталь рассеянным, некоптящим пламенем с избытком кислорода, а время высокотемпературного воздействия сводить к минимуму. Флюс в этом процессе играет роль защитного покрытия, изолируя поверхность от прямого контакта с воздухом.
Тугоплавкая оксидная пленка
На воздухе латунь быстро покрывается тончайшей, но очень прочной оксидной плёнкой, состоящей в основном из оксидов цинка и меди. Обычная механическая зачистка наждачной бумагой лишь частично разрушает этот слой — за считанные секунды при нагреве оксид образуется вновь, препятствуя смачиванию поверхности припоем. Именно поэтому при пайке латуни нельзя работать без химически активного флюса. Только специальные составы способны растворить оксиды и не допустить их повторного образования на всём протяжении процесса. Домашние мастера иногда пытаются паять латунь на канифоли, как медь, и сразу убеждаются, что припой катается шариками, не затекает в зазор и не прилипает.
Высокая теплопроводность
Латунь отлично проводит тепло, и это накладывает отпечаток на технику нагрева. Если при пайке стали можно сконцентрировать горелку строго на стыке, то латунь быстро распространяет тепло по всей детали, и локальный прогрев приводит к непропаю. Мастер должен прогревать всю зону соединения равномерно, захватывая соседние участки, чтобы припой в момент контакта растекался и заполнял зазор за счёт капиллярного эффекта, а не застывал с краю от холодной стенки. С этой особенностью напрямую связана необходимость точного соблюдения монтажного зазора в пределах 0,05–0,15 мм — только тогда расплавленный металл сам «втягивается» внутрь шва.
Инструмент и материалы: что реально пригодится в быту
Для качественной пайки латуни в домашней мастерской не требуется промышленный индукционный нагреватель или аргонодуговая сварка. Достаточно собрать проверенный комплект, который окупается после первого же успешного ремонта.
Выбор горелки
Именно горелка определяет успех пайки в домашней мастерской. Рассмотрим все реальные варианты, от портативных до полупрофессиональных.
1. Газовые паяльники со встроенным баллончиком (пьезоподжиг)
Температура пламени: до 1200 °С. Подходят для мягкой пайки небольших фитингов диаметром до 18 мм. Недостаток — быстрое остывание баллона при непрерывной работе, нестабильная мощность.
Фото-сценарий: крупный план горелки с надетой насадкой-отражателем, рядом латунная муфта ½ дюйма.
2. Газовоздушные горелки с отдельным баллоном
Регулируемая воздушная заслонка, сменные сопла. Мощность от 1 до 5 кВт. Позволяют выполнять как мягкую, так и твердую пайку труб до 35 мм. Оптимальный выбор для домашнего сантехника.
3. Ацетилено-кислородные горелки
Максимальная температура до 3100 °С, избыточная для любительской пайки. Высочайшая скорость нагрева, но чрезвычайно высок риск прожечь тонкий металл и выжечь цинк до того, как успеет расплавиться припой. Применяются только для крупных латунных корпусов и при ремонте радиаторов, когда требуется местный, но мощный нагрев.
Важно: пользоваться такими горелками без обучения и специальной экипировки не рекомендуется.
Припои для латуни: оловянные или серебряные?
Выбор припоя диктуется требованиями к прочности и условиям эксплуатации шва.
- Оловянно-свинцовые припои (ПОС-61, ПОС-40).
Классика бытового ремонта. ПОС-61 плавится уже при 190 °С, обладает хорошей жидкотекучестью и капиллярным эффектом. Отлично подходит для соединений, не несущих больших механических нагрузок, — корпусов сантехнической арматуры, декоративных элементов, где температура эксплуатации не превышает 80–100 °С. Однако для труб горячего водоснабжения или отопления чистый ПОС не лучший выбор из-за склонности к ползучести под нагрузкой.
- Серебряные припои (ПСр-45, ПСр-25 и их аналоги).
Твёрдые припои на основе серебра, меди и цинка плавятся при 650–750 °С, требуют более интенсивного нагрева, но дают шов, сопоставимый по прочности с самой латунью. Серебряные припои незаменимы при ремонте латунных радиаторов, теплообменников котлов и газовых колонок, а также при пайке труб высокого давления. В домашних условиях с ними работать сложнее, но возможно — понадобится горелка с более высокой температурой пламени и флюс, выдерживающий такой нагрев.
Отдельного упоминания заслуживают припои, содержащие фосфор. Они дешевле серебряных, плавятся около 650 °С, но при пайке латуни использовать их рискованно: фосфор с цинком образуют хрупкие интерметаллиды, резко снижающие пластичность шва.
Флюсы: от буры до готовых паст
Ключ к успешной пайке латуни — правильно подобранный флюс. В строительных магазинах сегодня представлены десятки позиций, но по химической основе их можно разделить на три группы:
1. Флюсы на основе хлорида цинка (активные).
Так называемая «паяльная кислота» или пасты типа ЛТИ-120. Прекрасно удаляют оксиды, но весьма агрессивны: остатки флюса вызывают коррозию, поэтому после пайки шов необходимо тщательно промыть тёплой водой с щёткой и нейтрализовать содовым раствором. Для скрытых полостей строительных конструкций, которые потом невозможно промыть, такой состав применять не следует.
2. Флюсы на основе буры и борной кислоты.
Классический рецепт для твёрдой пайки серебряными припоями. Порошок буры плавится при температуре выше 700 °С, образуя стекловидную защитную плёнку, отлично растворяющую оксиды. Это самый надёжный выбор для высокотемпературной пайки, к тому же остатки буры впоследствии можно удалить механически.
3. Готовые пасты для пайки латуни.
Многофункциональные составы, часто совмещающие в себе и флюс, и порошковый припой. Удобны для мелкого ремонта, но при ответственном строительном соединении опытные мастера предпочитают раздельный контроль над нанесением флюса и количеством припоя.
Многие домашние умельцы готовят флюс для пайки латуни своими руками: бура смешивается с борной кислотой в соотношении 1:1, растирается в ступке и замешивается на дистиллированной воде до пастообразного состояния. Такой состав не уступает магазинным аналогам для твёрдой пайки.
Таблицы совместимости припоев и флюсов
Таблица 1. Мягкая пайка (до 300 °С)
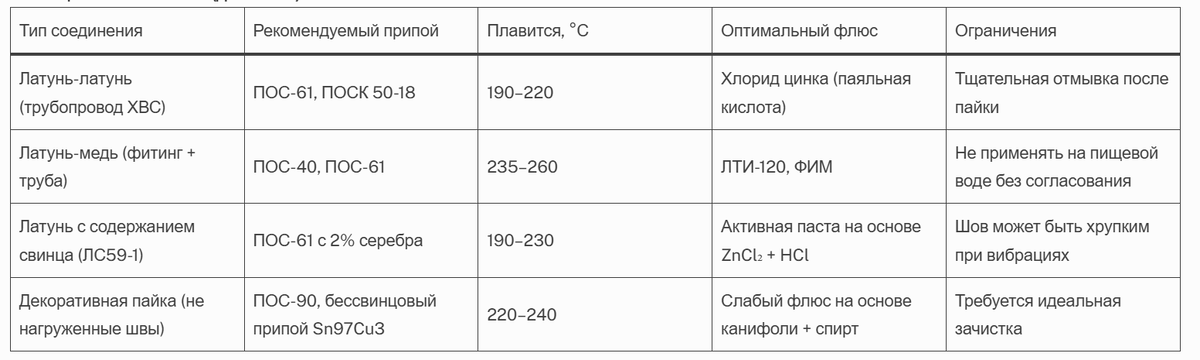
Таблица 2. Твёрдая пайка (выше 450 °С)
Подготовка к пайке: от обезжиривания до зазора
Безупречное сцепление начинается задолго до зажигания горелки. Любая грязь, жир или заусенец в зоне шва — причина будущей непрочности.
Очистка и обезжиривание
Первым делом зачищают сопрягаемые поверхности мелкозернистой шкуркой (зернистость 180–240) или латунной щёткой до появления чистого металлического блеска. Абразив не только снимает окислы, но и создаёт микрорельеф, улучшающий растекание припоя. После механической подготовки следует обязательное обезжиривание. Лучше всего использовать ацетон, изопропиловый спирт или специальный обезжириватель. Бензин и уайт-спирит оставляют тонкую маслянистую плёнку, которая может испортить всё дело. Важно: после обезжиривания к деталям нельзя прикасаться пальцами — соли и жир с кожи моментально образуют проблемные участки.
Монтажный зазор — основа капиллярной пайки
Прочность паяного соединения латуни на 80% зависит от правильного зазора между деталями. Если щель слишком велика (более 0,2 мм), капиллярные силы не могут удержать расплав, и припой просто вытекает из стыка. Если зазор отсутствует или слишком мал (менее 0,03 мм), припой не проникает внутрь — получается поверхностная «нашлёпка», которая отвалится при первой же вибрации или нагреве. Оптимальный зазор — 0,05–0,15 мм, что примерно соответствует просвету, в который плотно входит лист обычной офисной бумаги. При подгонке латунных труб и фитингов мастер слегка расширяет раструб оправкой и подбирает посадку с лёгким натягом, обеспечивая ту самую капиллярную щель.
Пошаговая технология пайки латуни в домашних условиях
Разберём классический сценарий: нужно припаять латунный штуцер к трубке или устранить трещину в латунном корпусе. Работаем горелкой с мягким припоем ПОС-61 и активным флюсом.
Шаг 1. Сборка и нанесение флюса.
Очищенные и обезжиренные детали собираем в том положении, в каком они будут спаяны. Тонкой кистью или деревянной лопаткой равномерно наносим флюс на обе поверхности и в зону зазора. Не жалейте состава, но и не допускайте его растекания далеко за пределы шва, чтобы потом не тратить время на отмывание лишней химии.
Шаг 2. Плавный нагрев.
Зажигаем горелку, выставляем пламя средней интенсивности. Остриё факела направляем не в саму щель, а на более массивную деталь, постоянно перемещая горелку, чтобы тепло распространялось равномерно. Прогрев продолжается до тех пор, пока флюс не начнёт плавиться и превращаться в стекловидную, полупрозрачную массу. В этот момент температура достигает рабочих 190–220 °С — можно вводить припой. Опытные мастера ориентируются на пробное касание прутком: если припой не плавится от металла, а только от пламени — нагрев недостаточен.
Шаг 3. Введение припоя и формирование шва.
Пруток припоя подносят к стыку с противоположной от пламени стороны. Как только металл нагрет до нужной температуры, припой начинает плавиться не от горелки, а от контакта с латунью, и силами капиллярного натяжения затекает внутрь зазора. Медленно ведите прутком вдоль шва, давая расплаву полностью заполнить полость. Никогда не перегревайте шов до красного свечения — это верный признак начавшегося выгорания цинка.
Шаг 4. Охлаждение и очистка.
После заполнения шва горелку убирают, и деталь остывает естественным образом. Форсированное охлаждение водой недопустимо: термический удар создаст микротрещины. Когда латунь остынет до безопасной температуры (можно прикоснуться рукой), остатки флюса тщательно смывают тёплой водой с щёткой, а при использовании кислотного флюса — нейтрализуют слабым раствором пищевой соды. Шов зачищают до блеска и визуально проверяют на наличие пор и непропаев.
Применение в строительстве и ремонте: живые примеры
Умение паять латунь дома открывает возможности для самостоятельного выполнения многих строительных операций, за которые мастера берут немалые деньги.
Монтаж латунных труб и фитингов.
Латунные трубопроводы, хоть и уступают по распространённости медным, ценятся за механическую прочность и долговечность в системах сжатого воздуха, отопления и водоподготовки. Капиллярная пайка фитингов обеспечивает полную герметичность на весь срок службы, что выгодно отличает такое соединение от разборных резьбовых стыков с подмоткой. При монтаже трубопроводов диаметром до 22 мм в доме бытовой горелки хватает с запасом. Важно помнить, что согласно СП 73.13330.2016 «Внутренние санитарно-технические системы зданий» и ГОСТ 19249-73, паяные соединения инженерных систем должны выдерживать пробное давление и выполняться по отработанной технологии с обязательной визуальной и, если требуется, гидравлической проверкой.
Ремонт латунных радиаторов и теплообменников.
Свищ или трещина в секции батареи или на трубке газовой колонки — частая проблема в частном доме. Замена узла стоит дорого, а пайка серебряным припоем позволяет восстановить деталь за час. Для этого дефектное место зачищают, слегка зенкуют трещину, чтобы припой зашёл глубже, и аккуратно прогревают горелкой с использованием буры. После такой операции радиатор успешно держит давление до 6–8 атмосфер.
Строительный декор и металлоконструкции.
Латунные перила, решётки, козырьки, элементы мебели — здесь пайка незаменима, потому что позволяет получить аккуратный, малозаметный шов, который после шлифовки и патинирования становится совершенно неотличим от основного металла. В отличие от сварки, пайка не оставляет грубого грата и не деформирует тонкостенный профиль. Мастера часто используют капиллярную пайку, чтобы собрать сложные архитектурные детали, которые потом украсят фасад дома или интерьер.
Частые ошибки и проверенные способы их исправления
Даже подробная инструкция не страхует от промахов. Зная, что может пойти не так, вы сэкономите время и нервы.
Ошибка 1: припой собирается в шарик и не затекает в зазор.
Причина — не прогрета деталь или окисленная поверхность. Проверьте, стал ли флюс стекловидным, и повторите зачистку с новым нанесением состава. Увеличьте время прогрева, направив пламя на массивную часть.
Ошибка 2: шов пористый, с белым налётом.
Явный симптом выгорания цинка. Значит, был допущен локальный перегрев. Такой шов не ремонтируется — детали разъединяют, полностью зачищают испорченный слой и перепаивают заново на более мягком пламени с хорошим флюсовым покрытием.
Ошибка 3: «холодная пайка» — припой застыл нашлёпкой, а не растёкся.
Либо не выдержан зазор, либо флюс не соответствует температуре. Проверьте посадку деталей, при необходимости механически подгоните зазор до нужных 0,05–0,15 мм и используйте флюс, рекомендованный для вашего припоя.
Ошибка 4: коррозия шва через несколько месяцев.
Остатки активного флюса не были полностью удалены. Промывка и нейтрализация обязательны, особенно для водопроводных соединений, где влажность только ускоряет разрушение.
Безопасность и нормативная база
Пайка в жилом помещении требует строгого соблюдения норм безопасности: работайте только при хорошей вентиляции или вытяжке, потому что пары флюсов и припоев токсичны. Держите рядом огнетушитель, защитные очки и перчатки.
При создании инженерных систем частного дома следует ориентироваться на отечественные стандарты: ГОСТ 17325-79 «Пайка и лужение. Основные термины и определения», ГОСТ 19249-73 «Соединения паяные. Основные типы и параметры», а также упомянутый выше СП 73.13330.2016. Если речь идёт о газовом оборудовании — дополнительно действуют правила промышленной безопасности, и к пайке газовых труб допускаются только сертифицированные специалисты. Но на уровне бытового ремонта теплового контура внутри дома знание этих норм даёт понимание, какой именно шов считать качественным и как его проверить.
Заключение
Пайка латуни в домашних условиях — это ремесло, которое превращает домашнего мастера в универсального строителя. Способность своими руками восстановить радиатор, намертво собрать водопроводную гребёнку или изготовить ажурную решётку — огромное подспорье в хозяйстве. Главное — не бояться температур, уважать норов латуни и никуда не спешить. С правильным флюсом, подходящим припоем и аккуратным нагревом эта технология прослужит десятилетия, а единожды освоенный навык останется на всю жизнь.
Много полезного вы можете также почерпнуть в статьях:
— Сварка труб отопления и водоснабжения: технологии, нормативы и практика;
— Оцинкованные трубы для отопления и горячего водоснабжения: можно ли использовать? Все за и против;
— Обратная тяга в дымоходе: причины, диагностика и эффективные решения для вашего дома;
— Смесительный узел для теплого пола: устройство, выбор и монтаж.