
Мы все через это проходили. 14-часовая печать наконец завершается, и вместо безупречного косплей-реквизита или прецизионного инженерного кронштейна вы получаете кусок пластика с нитями, деформацией или шрамами. Разочаровывает? Безусловно. Но достижение безупречного качества 3D-печати — это не темная магия, а систематическая борьба с физикой.
Независимо от того, выжимаете ли вы максимум из бюджетного принтера с подвижной платформой или переходите на высокоскоростную систему CoreXY, устранение неполадок в 3D-печати следует логической последовательности. Вы начинаете с фундаментальной физики ваших материалов, оптимизируете гидродинамику в слайсере и в конечном итоге обращаетесь к продвинутому оборудованию для обхода механических узких мест.
Если вы устали от бесконечных настроек и хотите вернуться к творчеству, это руководство проведет вас через все этапы улучшения качества 3D-печати с нуля.
Содержание
- Быстрый ответ: как улучшить качество 3D-печати?
- Быстрая диагностическая таблица
- Сначала устраните самые распространенные проблемы с качеством 3D-печати
- Проверьте филамент перед изменением любых настроек
- Состояние сопла и правильные температуры
- Выбор правильной высоты слоя
- Как оптимизировать настройки слайсера для лучшего качества 3D-печати
- Как исправить недоэкструзию и переэкструзию
- Как исправить дефекты в виде капель, прыщей и Z-шва
- Как улучшить мосты, нависания и качество поверхности
- Как исправить проблемы с первым слоем и деформацию
- Как исправить ореолы и рябь в 3D-печати
- Советы по обслуживанию 3D-принтера для улучшения качества печати
- Как предотвратить смешение цветов и отходы при многоцветной печати
- Часто задаваемые вопросы
- Заключение: перестаньте настраивать, начните создавать
Быстрый ответ: как улучшить качество 3D-печати?
Для большинства пользователей улучшение качества печати начинается с контрольного списка основ:
- Высушите влажный филамент для предотвращения стрингинга и образования пузырей.
- Откалибруйте температуру сопла для правильной адгезии слоев.
- Настройте скорость потока и параметры ретракции.
- Проверьте выравнивание стола и Z-смещение.
- Уменьшите вибрацию путем натяжения ремней и регулировки скорости.
- Оптимизируйте охлаждение для мостов и нависаний.
- Выполняйте регулярное техническое обслуживание сопел, ремней и систем движения.
После того как эти основы настроены, продвинутые аппаратные функции, такие как автоматическая калибровка потока, компенсация резонансов и высокожесткие системы движения, могут дальнейше улучшить размерную точность и качество поверхности.
Быстрая диагностическая таблица
Испытываете конкретную проблему? Используйте эту краткую справочную таблицу, чтобы найти отправную точку.
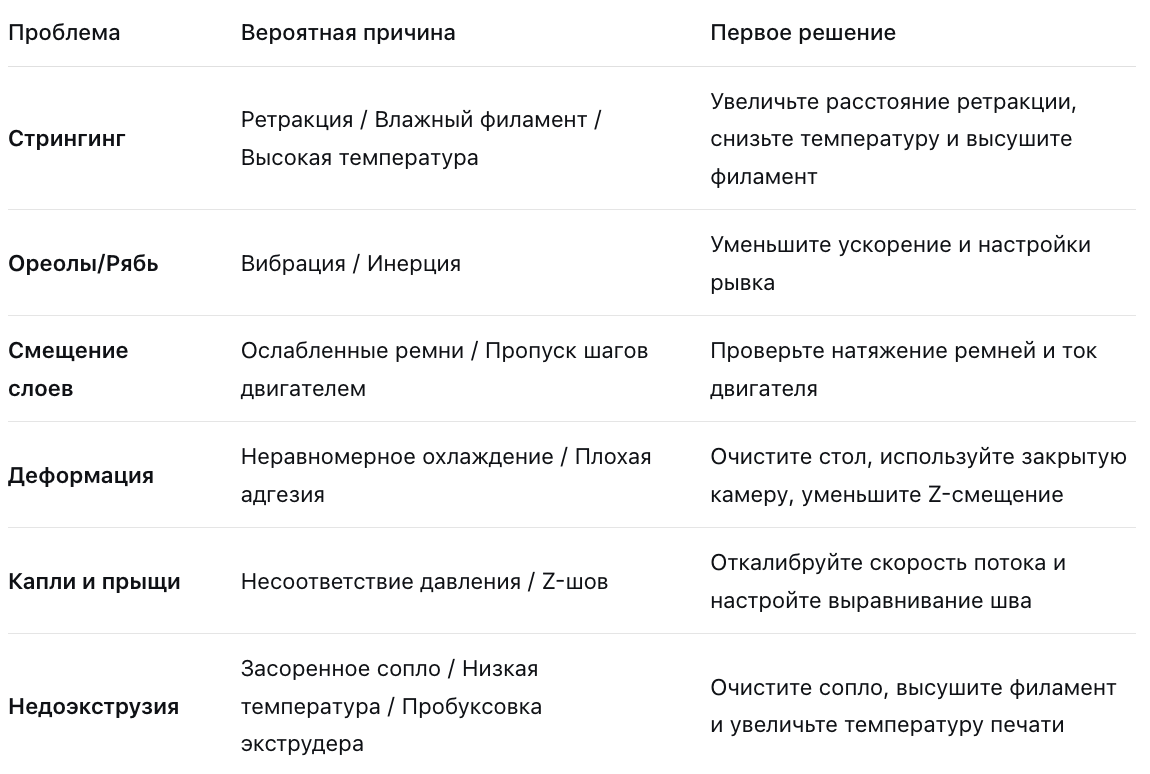
Если вы не знаете, с чего начать, сначала проверьте влажность филамента, состояние сопла и выравнивание стола. Эти три фактора являются причиной большого процента распространенных проблем с качеством печати.
Сначала устраните самые распространенные проблемы с качеством 3D-печати
Прежде чем начать агрессивно настраивать G-код или разбирать экструдер, посмотрите на физические реалии вашей установки. Подавляющее большинство «загадочных» сбоев печати возникают именно здесь.
Проверьте филамент перед изменением любых настроек
Одна из наиболее часто упускаемых из виду причин дефектов печати — влажный филамент. Многие распространенные материалы для 3D-печати, такие как PETG, TPU и даже стандартный PLA, являются высокогигроскопичными, то есть они поглощают влагу из воздуха. Когда эта влага попадает в сопло, нагретое до 200°C, она мгновенно вскипает, превращаясь в пар.
Этот микро-взрыв нарушает поток пластика, приводя к сильному пузырению, хрупким деталям и интенсивному стрингингу. Если ваши настройки ретракции внезапно перестают работать, проверьте катушку. Правильное хранение филамента для предотвращения попадания влаги и использование специальной сушилки для филамента — это первый шаг. Сушка филамента — не дополнительная роскошь; для продвинутых полимеров это обязательно.
Даже в сухом состоянии разные катушки имеют незначительные различия в плотности. Если вы хотите исключить догадки при ручной настройке температуры и потока, использование тесно интегрированной программной экосистемы очень помогает. Например, программное обеспечение для нарезки Snapmaker включает высокоточные, лабораторно протестированные профили материалов для стандартных филаментов (таких как PLA, ABS и PETG). Вместо того чтобы гадать, вы можете просто выбрать рекомендованные пресеты для температуры печати и параметров потока. Экосистема RFID-филаментов Snapmaker автоматизирует этот процесс полностью. Когда вы загружаете умную катушку Snapmaker, машина мгновенно считывает точную лабораторно протестированную температуру печати, максимальную объемную скорость и динамику потока, гарантируя, что ваши базовые параметры идеальны еще до того, как сопло нагреется.
Состояние сопла и правильные температуры
Изношенное латунное сопло — это молчаливый убийца размерной точности. Со временем абразивные филаменты (например, светящиеся в темноте или углеродные) расширяют отверстие сопла, превращая точное отверстие 0,4 мм в нерегулярный овал 0,6 мм. Это приводит к непостоянным линиям слоев и недоэкструзии. Замените сопло, если подозреваете сильный износ.
После того как у вас есть чистое сопло и сухой филамент, напечатайте температурную башню. Эта простая калибровочная модель изменяет температуру хот-энда каждые несколько слоев, позволяя вам визуально определить точный температурный оптимум для оптимальной адгезии слоев и минимального стрингинга.
Выбор правильной высоты слоя
Частая ошибка — выбор высоты слоя, которая конфликтует с диаметром сопла. Как общее правило, высота слоя должна составлять от 25% до 75% диаметра сопла. Для стандартного сопла 0,4 мм печать с высотой слоя 0,2 мм обеспечивает наилучший баланс скорости и структурной целостности. Слишком большая высота (например, 0,35 мм на сопле 0,4 мм) препятствует правильному «сплющиванию» слоя, что приводит к слабым деталям и сильно заметным, некрасивым линиям слоев. Если вам нужна более высокая детализация, уменьшите высоту до 0,12 мм, но будьте готовы к увеличению времени печати.
Как оптимизировать настройки слайсера для лучшего качества 3D-печати
Когда аппаратная база здорова, пришло время открыть слайсер. Оптимизация программного обеспечения — это управление гидродинамикой расплавленного пластика.
Как исправить недоэкструзию и переэкструзию
Если на верхних слоях видны зазоры между линиями, у вас недоэкструзия. Если вертикальные стены вздуты, а размерные допуски слишком малы, у вас переэкструзия.
Традиционный метод решения этой проблемы требует калибровки скорости потока (или множителя экструзии). Это включает нарезку полого калибровочного куба с одной стенкой, его печать и измерение точной толщины стенки цифровым штангенциркулем. Затем вы делите ожидаемую ширину линии (обычно 0,4 мм) на фактическую измеренную ширину, чтобы получить новый процент множителя, и вводите это значение обратно в слайсер.
Как исправить дефекты в виде капель, прыщей и Z-шва
Расплавленный пластик ведет себя как гидравлическая пружина. Когда двигатель экструдера толкает, проходит микро-секунда перед тем, как пластик вытекает. Когда двигатель останавливается в конце периметра, накопленное давление продолжает выдавливать пластик, оставляя некрасивые капли или «прыщи» именно в том месте, где меняется слой (Z-шов).
Ручной обходной путь — оптимизировать скорость и расстояние ретракции и включить «Pressure Advance» (или Linear Advance) в прошивке. Настройка Pressure Advance вручную означает печать утомительных калибровочных линий, их осмотр под светом, измерение толщины и самостоятельный расчет для нахождения правильного K-фактора.
Современные машины, такие как Snapmaker U1, полностью исключают этот утомительный процесс с помощью Dynamic Flow Calibration. Используя встроенный высокочувствительный датчик, U1 выполняет быстрый тестовый блок «YOLO» (You Only Look Once), автоматически вычисляя точный K-фактор для синхронизации движения двигателя с потоком полимера. Это дает идеальные углы без каких-либо ручных настроек.
Как улучшить мосты, нависания и качество поверхности
Печать в воздухе (мосты) или достижение гладких пологих углов требует быстрого термодинамического контроля. Чтобы справиться с этим в слайсере, убедитесь, что вентилятор охлаждения детали увеличивается до 100% во время мостов, и уменьшите высоту слоя, чтобы минимизировать эффект «лестницы» на наклонных геометриях.
Вместо того чтобы замедлять всю печать глобальным уменьшением высоты слоя, современные слайсеры предлагают более умные решения. Например, Snapmaker Orca имеет функцию Adaptive Variable Layer Height (адаптивная переменная высота слоя). Программное обеспечение автоматически анализирует вашу модель, применяя толстые быстрые слои к прямым вертикальным стенам и агрессивно сжимая высоту слоя (до 0,08 мм) только на крутых изгибах. Вы получаете безупречно гладкую верхнюю поверхность без увеличения общего времени печати.
Как исправить проблемы с первым слоем и деформацию
Решение проблем с первым слоем — это обряд посвящения, потому что если первый слой не удается, вся печать проваливается. Это буквально фундамент качества печати.
Стандартное решение для плохой адгезии — очистка PEI-платформы средством для мытья посуды и настройка идеального Z-смещения (точное расстояние между соплом и столом). Слишком высоко — и пластик не будет «сплющиваться» на платформе; слишком низко — и вы засорите сопло.
При печати высокотемпературных инженерных материалов, таких как ABS или ASA, термодинамика работает против вас. Когда верхние слои отпечатка остывают, они сжимаются, действуя как рычаг, который отрывает углы вашей модели от платформы. Традиционные временные решения — нанесение клея-карандаша или печать огромных «полей» (brim), требующих серьезной постобработки.
Деформация фундаментально вызвана экстремальными температурными градиентами. Snapmaker Artisan решает эту проблему на аппаратном уровне с помощью двухзонного нагреваемого стола. Он ограничивает экстремальное тепло (до 110°C) строго внутренней зоной 260×260 мм, где находится ваша модель, предотвращая массивные тепловые дисбалансы, вызывающие подъем краев, и при этом экономит энергию.
Как исправить ореолы и рябь в 3D-печати
Когда вы увеличиваете скорость печати, чтобы сэкономить время, вы сталкиваетесь с законами движения Ньютона. Традиционные принтеры с подвижной платформой перемещают всю тяжелую платформу вперед и назад по оси Y. На высоких скоростях эта огромная инерция заставляет машину вибрировать.
Эти вибрации передаются в пластик как «рябь» или «ореолы» — видимые волнообразные эхо на плоских поверхностях отпечатка, обычно вокруг острых углов или текста. Программное решение болезненно: вы должны значительно уменьшить настройки ускорения и рывка, жертвуя скоростью ради качества.
Чтобы печатать быстро и безупречно, вам нужна превосходная кинематическая архитектура. Snapmaker U1 использует систему движения CoreXY, отделяя тяжелые шаговые двигатели от печатающей головки, чтобы значительно уменьшить движущуюся массу.
Кроме того, U1 использует Input Shaping (компенсацию резонансов). Встроенный акселерометр физически измеряет резонансные частоты осей принтера. Затем прошивка на основе Klipper предварительно обрабатывает ваш G-код, вводя микро-задержки, которые активно гасят физические вибрации. Результат? Безупречные, безэховые вертикальные стены при ошеломляющих ускорениях до 20 000 мм/с².
Советы по обслуживанию 3D-принтера для улучшения качества печати
Тщательно настроенный профиль слайсера не может исправить принтер, который разваливается от вибраций. Регулярное техническое обслуживание — секрет неизменного качества печати. Проверяйте эти компоненты ежемесячно:
- Натяжение ремней: Дерните X и Y ремни; они должны издавать низкий резонирующий звук. Ослабленные ремни приводят к катастрофическому смещению слоев.
- Винты оси Z: Очистите старую, покрытую пылью смазку с ходовых винтов и нанесите свежую PTFE-смазку для предотвращения Z-бандинга (горизонтальных линий на отпечатке).
- Направляющие движения: Проверьте традиционные V-колеса на наличие плоских участков или резиновой пыли. (Примечание: Высококлассные машины, такие как Snapmaker Artisan, заменяют их на промышленные CNC-линейные рельсы, что в значительной степени устраняет эту проблему обслуживания).
- Вентиляторы охлаждения: Используйте сжатый воздух, чтобы выдуть пыль из вентиляторов охлаждения детали. Забитый вентилятор разрушит качество ваших мостов.
Как предотвратить смешение цветов и отходы при многоцветной печати
После того как вы освоили одноцветную печать, следующий рубеж — многоцветное производство (например, смешивание PLA с растворимыми PVA-поддержками). Однако популярные системы с одним соплом, которые разрезают и протягивают разные филаменты через общий хот-энд, сталкиваются с серьезными физическими ограничениями.
Общая зона плавления приводит к неизбежному смешению цветов, стрингингу и образованию массивных «башен очистки», которые тратят огромное количество дорогого пластика.
Настоящее многоцветное качество требует физической изоляции. Независимые двойные экструдеры (IDEX) или продвинутые системы смены инструментов, такие как экосистема SnapSwap™ на Snapmaker U1, дают каждому материалу собственное отдельное предварительно нагретое сопло. Поскольку нет общей зоны плавления, нет и перекрестного загрязнения. Вы получаете резкие цветовые переходы и безупречные интерфейсы поддержки, сокращая отходы пластика до 80%.
Часто задаваемые вопросы
Почему моя 3D-печать шероховатая вместо гладкой?
Распространенные причины включают влажный филамент (который вскипает и лопается), неправильные температуры экструзии, плохое охлаждение детали на нависаниях и использование слишком большой высоты слоя для геометрии модели.
Улучшает ли качество печати замедление скорости?
Часто да. Более низкие скорости печати уменьшают механическую вибрацию (рябь) и дают расплавленному пластику больше времени для правильного соединения с предыдущим слоем и равномерного охлаждения.
Что вызывает линии слоев в 3D-печати?
Линии слоев являются естественным, неизбежным результатом технологии FDM (моделирования методом наплавления). Однако они становятся сильно преувеличенными, когда ваша высота слоя слишком велика, у вас изогнутые ходовые винты (Z-качание) или скорость экструзии непостоянна.
Может ли изношенное сопло влиять на качество печати?
Абсолютно. Изношенное сопло теряет свою внутреннюю геометрию. Это изменяет ширину экструзии, снижает размерную точность и создает непостоянные, грязные поверхности. Латунные сопла следует заменять регулярно.
Лучше ли CoreXY для качества печати?
Не автоматически, но системы CoreXY обычно позволяют достигать гораздо более высоких скоростей печати со значительно меньшей вибрацией, чем традиционные конструкции с подвижной платформой, позволяя поддерживать высокое качество без потери производительности.
Заключение: перестаньте настраивать, начните создавать
Оптимизация качества 3D-печати — это непрерывный диалог с физикой. Понимая основы — сушку филамента, калибровку гидродинамики в слайсере и обслуживание жесткой машины — вы можете заставить почти любой 3D-принтер выдавать отличные результаты.
Однако по мере роста ваших амбиций растет и ценность вашего времени. Хотя ручное устранение неполадок является важным обрядом посвящения, переход на высокоинтегрированную, сенсорно-управляемую аппаратную экосистему, такую как Snapmaker, минимизирует простои. Перекладывая тяжелую работу по калибровке потока, компенсации вибраций и изоляции материалов на машину, вы можете перестать настраивать параметры и вернуться к тому, что действительно важно: воплощению ваших идей в реальном мире.
О нашей компании
TITAN 3D - поставщик и системный интегратор оборудования для 3D-сканирования, 3D-печати и автоматизированного контроля в промышленности, машиностроении, медицине.
Готовы ответить на все Ваши вопросы, проконсультировать по оборудованию, и подобрать лучшее оборудование для решения Ваших задач.
Каталог 3D-принтеров мировых производителей - проработку технологии, подбор оборудования, внедрение, пусконаладку и обучение берем на себя!
+7 (952) 243-77-75 I 01@titan-3d.ru I www.titan-3d.ru