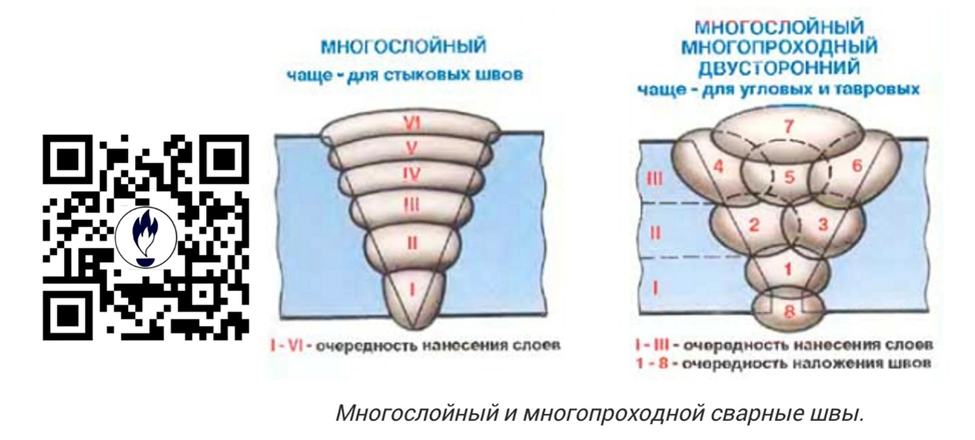
Сварка толстого металла — это не один проход электродом, а целая операционная последовательность. Если просто растопить кромки деталей толщиной 20 мм за один раз, металл потечет, структура разрушится, а шов треснет. ГОСТ предписывает варить такие соединения в несколько слоев. Каждый слой выполняет свою задачу и имеет строгие требования.
Почему нельзя сварить толстый металл за один раз?
При однопроходной сварке толстой детали глубина провара не превышает 4–6 мм (для ручной дуговой сварки). Остальная толщина остается несплавленной — это гарантированный брак. Кроме того, огромное количество тепла, введенное за один раз, вызывает сильные внутренние напряжения: шов будет рвать основной металл.
Многослойная сварка решает эти задачи:
· каждый слой проковывает и термически обрабатывает предыдущий;
· мелкозернистая структура получается более прочной, чем крупные кристаллы однопроходного шва;
· напряжения распределяются равномерно.
Подготовка кромок под многослойную сварку (ГОСТ 5264-80)
Для толщины металла свыше 12 мм ГОСТ предписывает V-образную, X-образную или U-образную разделку кромок.
X-образная разделка (две V-образные с двух сторон) — самая экономичная и распространенная. Она позволяет чередовать проходы с лицевой и обратной стороны, снижая коробление деталей.
Угол скоса кромок обычно составляет 50–60° при туплении (притуплении) вершины 1–3 мм. Это притупление не даёт металлу «провалиться» насквозь при первом проходе.
Технология: от корневого шва до облицовочного
В многослойной сварке выделяют три типа проходов:
1. Корневой шов (корень шва) — первый, самый ответственный слой.
2. Промежуточные (заполняющие) слои — их может быть от 2 до 10 и более.
3. Облицовочный слой — финишный, формирующий внешний вид и плавное сопряжение с основным металлом.
Шаг 1. Корневой шов: как заварить «дно»
Корневой шов варится электродом меньшего диаметра, чем основной металл (обычно 2,5–3 мм для толщины 10–12 мм). Цель — проплавить притупление и получить плотный обратный валик без подтекания.
Приемы по ГОСТ: используют короткую дугу и возвратно-поступательные движения. Если варить слишком быстро — будет непровар в корне; слишком медленно — металл начнет капать с обратной стороны («наплыв»).
Для ответственных конструкций (трубопроводы, емкости под давлением) корневой слой выполняют сваркой на подкладке или с предварительной поддувкой аргона с обратной стороны (для нержавеющих и цветных металлов).
Особый случай — варка на остающейся подкладке: медную или керамическую полосу подкладывают под зазор между деталями. На ней формируется корневой слой. Так делают при монтаже магистральных трубопроводов по ГОСТ Р 53682-2009.
Шаг 2. Промежуточные слои: зачем их много и как их кладут
Каждый заполняющий слой накладывается только после полной зачистки предыдущего. Если оставить шлак — в следующем слое будет шлаковое включение, которое на рентгене выглядит как темное пятно и является браком.
Техника варки заполняющих слоев:
· Электрод выбирают на 1 мм толще корневого (3–4 мм).
· Движения электрода — «полумесяцем», «восьмеркой» или «треугольником», чтобы проварить боковые стенки разделки.
· Амплитуда поперечных колебаний постепенно увеличивается от слоя к слою.
· Требование ГОСТ: каждый последующий слой перекрывает предыдущий на 1/3 его ширины. Это обеспечивает сплавление без непроваров между слоями.
Сколько слоев нужно? Это рассчитывают по правилу: толщина одного прохода при ручной дуговой сварке — не более 4–6 мм. Например, для металла 20 мм с V-образной разделкой потребуется: корневой слой (3 мм), 3 заполняющих слоя (по 5 мм) и облицовочный слой (2 мм). Итого 5 слоев.
Важное правило из ГОСТ: перед наложением следующего слоя металл должен остыть до 100–150°C в зависимости от марки стали. Для низколегированных сталей применяют подогрев до 150–200°C перед началом сварки (чтобы не было холодных трещин) и контролируют межслойную температуру.
Шаг 3. Облицовочный слой: как сделать шов красивым и надежным
Облицовка — это лицо шва. Ее варят более широкими колебаниями электрода, чтобы сгладить ступеньки от заполняющих слоев и получить плавный переход к основному металлу.
Требования ГОСТ к облицовке:
· Усиление шва (высота выпуклости) — не более 2–3 мм для стыковых соединений.
· Недопустимы подрезы (канавки вдоль шва, ослабляющие сечение).
· Чешуйчатость должна быть равномерной.
При сварке потолочных или вертикальных швов облицовочный слой выполняют «сверху вниз» короткой дугой, чтобы металл не стекал.
Контроль многослойного шва
Поскольку внутренние слои не видны глазом, контроль обязателен:
1. Пооперационный контроль — после каждого слоя сварщик удаляет шлак и осматривает поверхность. Не допускаются трещины и поры, выходящие на поверхность.
2. Ультразвуковой контроль (ГОСТ 14782-86) — лучший метод для выявления непроваров между слоями.
3. Радиографический контроль (ГОСТ 7512-82) — обязательно для стыков, работающих под давлением. На снимке четко видны все слои и возможные дефекты.
В заключение: многослойная сварка — это технически сложный, но единственно правильный способ соединения толстого металла по ГОСТ. Она требует от сварщика не только твердой руки, но и понимания физики плавления, усадки и тепловых циклов каждого слоя. Именно соблюдение всех слоев и переходов превращает просто расплавленный металл в надежный, просчитанный шов.
-------------------------------------------------------------------------------------
Наши контакты :
ООО”Газавтомат”
410005 г Саратов ул Большая Горная,353
(8452)599719,599283
Сайт - saratovgaz.ru
Эл почта – saratovgaz@inbox.ru
Мы в Телеграмм…………………..https//t.me/gazavtomat64