Лазерная резка металла — это технология, которая за последние 10 лет кардинально изменила раскройные цеха. Вместо шумных гильотин, искрящих плазмотронов и вечно тупящихся ленточных пил пришёл тонкий, быстрый и точный луч. Если вы ещё не знакомы с этим оборудованием — рассказываю простыми словами.
Что такое лазерный станок для резки металла?
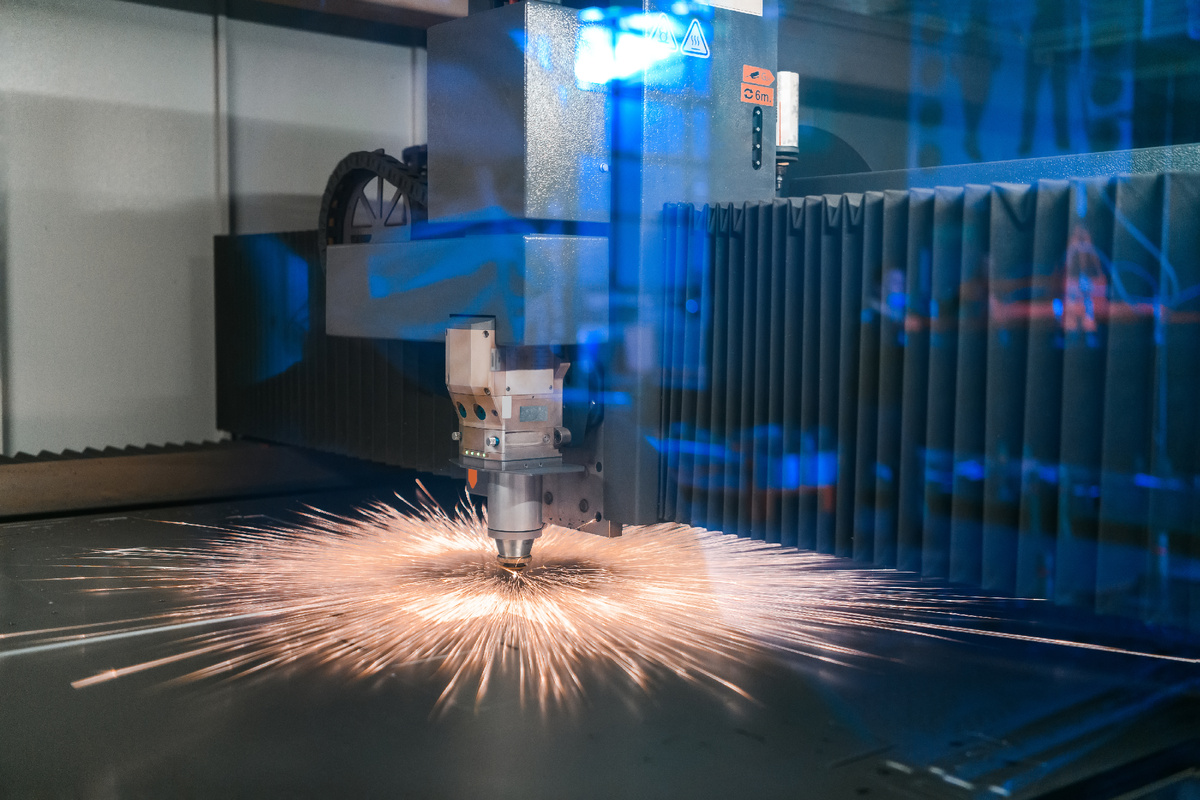
Это станок с ЧПУ, который вместо фрезы или пилы использует лазерный луч. Он плавит, выжигает или испаряет металл в точке касания, а вспомогательный газ (азот, кислород или воздух) выдувает расплав из зоны реза. Управляется всё компьютером — загрузили чертёж в формате DXF или DWG, и станок сам вырезает деталь с точностью до сотых долей миллиметра.
Внешне это массивный стол с порталом, который движется над листом металла. С портала свешивается режущая головка с лазером, фокусирующей оптикой и соплом для газа.
Как работает волоконный лазер
Современные станки для резки металла почти всегда используют волоконные (оптоволоконные) лазеры. В отличие от старых CO₂-лазеров, они компактнее, экономичнее и лучше режут металл.
Принцип прост: лазерный диод «накачивает» энергией специальное оптоволокно, легированное ионами иттербия или других редкоземельных металлов. Волокно генерирует луч, который через гибкий световод (обычно длиной 10–20 метров) передаётся в режущую головку. Там линзы фокусируют его в пятно диаметром 0,1–0,3 мм — в этой точке температура достигает тысяч градусов.
Для разных металлов используют разный вспомогательный газ:
- Азот — для нержавейки и алюминия (чистый рез без окалины, но дороже).
- Кислород — для углеродистой стали (быстрее, но кромка чуть окисляется).
- Сжатый воздух — для тонких листов и цветных металлов (дешево, но качество хуже).
Какие материалы можно резать?
Волоконный лазер отлично справляется с:
- Углеродистой сталью — от 0,5 до 25–30 мм. На тонких листах скорость резки достигает десятков метров в минуту.
- Нержавеющей сталью — до 20–25 мм. Особенно хорош на толщинах 1–6 мм для медицинского и пищевого оборудования.
- Алюминием и его сплавами — до 15–20 мм. Алюминий отражает луч, поэтому нужны специальные настройки и лазеры с антиотражением.
- Медью и латунью — до 5–8 мм. Проблема та же — отражение, но современные лазеры справляются.
- Оцинковкой — до 4–6 мм. Пары цинка агрессивны, нужна хорошая вытяжка.
Чего лазер не любит? Очень толстый металл (от 30–40 мм) — здесь ленточная пила или плазма могут быть выгоднее. И зеркальные поверхности — их лучше матировать или использовать специальные режимы.
Три главных плюса лазерной резки
Чистота и точность. Лазер даёт узкий пропил (0,2–0,4 мм), ровную кромку без заусенцев и минимальную зону термического влияния. Деталь часто не требует последующей механической обработки.
Скорость. На тонком листе лазер режет в разы быстрее плазмы или ленточной пилы. Большие партии мелких деталей (шайбы, прокладки, пластины) делаются за минуты.
Гибкость. Загрузил новый чертёж — через секунду станок режет другую деталь. Не нужно менять инструмент, оснастку, перенастраивать зажимы. Идеально для мелкосерийного и единичного производства.
А какие есть минусы?
Стоимость. Промышленный волоконный лазер мощностью 1–3 кВт с рабочим полем 1,5×3 метра стоит от нескольких миллионов рублей. Плюс установка, обучение, подготовка помещения.
Толщина. Для металла толще 30–40 мм лазер уже неэффективен. Здесь газовый лазер или гидроабразивная резка будут выгоднее.
Требовательность к подготовке. Лист должен быть чистым, без ржавчины, краски и масла. Иначе качество реза падает.
Как выбрать лазерный станок: кратко
Если вы только присматриваетесь к лазерной резке, вот на что обратить внимание:
- Мощность лазера. 1–1,5 кВт — для тонкого металла (до 6–8 мм). 2–3 кВт — универсальный вариант (до 12–16 мм стали). 4–6 кВт и выше — для толстых листов и высокой производительности.
- Рабочее поле. Оцените максимальный размер листа, с которым будете работать. Самые ходовые — 1,5×3 м и 2×4 м (стандартные форматы).
- Источник и головка. Лучше брать проверенные бренды (Raycus, Maxphotonics, а в премиуме — IPG и TRUMPF). Головка с автофокусом сильно упрощает жизнь.
- Вытяжка и чиллер. Обязательны. Лазер и стол должны охлаждаться, а дым и пыль — удаляться.
Кому лазерный станок нужен в первую очередь?
- Сервисным раскройным центрам — режут металл под заказ, детали от клиентов.
- Машиностроительным и приборостроительным заводам — собственный раскройный участок.
- Мебельной и рекламной индустрии — тонкий металл, нержавейка, корпусные детали.
- Производителям металлоконструкций и вентиляции — фасадные кассеты, воздуховоды, кронштейны.
Коротко о главном
Лазерный станок для резки металла — это не магия, а высокоточный инструмент, который режет быстро, чисто и по программе. Он требует вложений, но окупается за счёт скорости, качества и гибкости. Если вы перерабатываете листовой металл в больших объёмах или часто меняете номенклатуру — лазер может стать вашим лучшим вложением.
А если сомневаетесь — начинайте с расчёта: прикиньте, сколько деталей вы режете в месяц, какую точность нужно и какой металл. Иногда даже не самый мощный лазер окупается быстрее, чем кажется.