В первой части мы рассказали о том, как появились ручные лазерные сканеры и почему эта технология стала одним из самых заметных достижений в области бесконтактных измерений. Сегодня разберемся, как устроены современные ручные 3D-сканеры и какие технологии лежат в основе их работы.
После того, как компания Creaform выпустила первый ручной лазерный сканер, технология ручного 3D-сканирования стала быстро коммерциализироваться. В течение двух последующих десятилетий на рынок стали выходить и другие производители — свои модели представили Artec-3D, Faro, Revopoint, Shining 3D.
Как работает ручной лазерный сканер
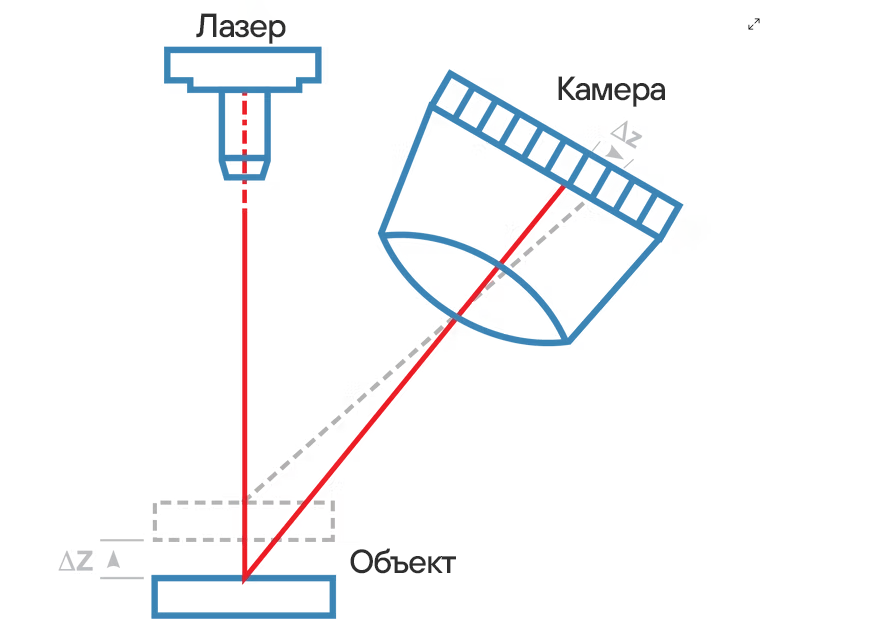
В основе работы ручных лазерных сканеров лежит принцип оптической триангуляции.
Лазерный излучатель направляет лазерный луч на объект, свет отражается от объекта и попадает в приемник (камеру). В зависимости от расстояния до поверхности, на которую попадает лазерный луч, положение точки в поле зрения камеры изменяется.
Лазерная точка, камера и излучатель образуют треугольник — отсюда и название принципа работы. Длина одной из сторон треугольника — расстояние между камерой и излучателем — известна. Также известен угол при вершине излучателя. Угол при вершине камеры определяется по положению лазерной точки в её поле зрения. Эти три параметра полностью определяют форму и размеры треугольника, что позволяет вычислить координаты вершины, соответствующей лазерной точке.
Рассчитывая расстояния по углам и известным сторонам в процессе сканирования, определяются координаты множества точек на поверхности объекта. Таким образом создается облако точек. Объединяя точки рядом по трое в треугольные полигоны, программа строит полигональную модель, которая полностью описывает форму объекта.
Зачем сканеру несколько лазерных линий
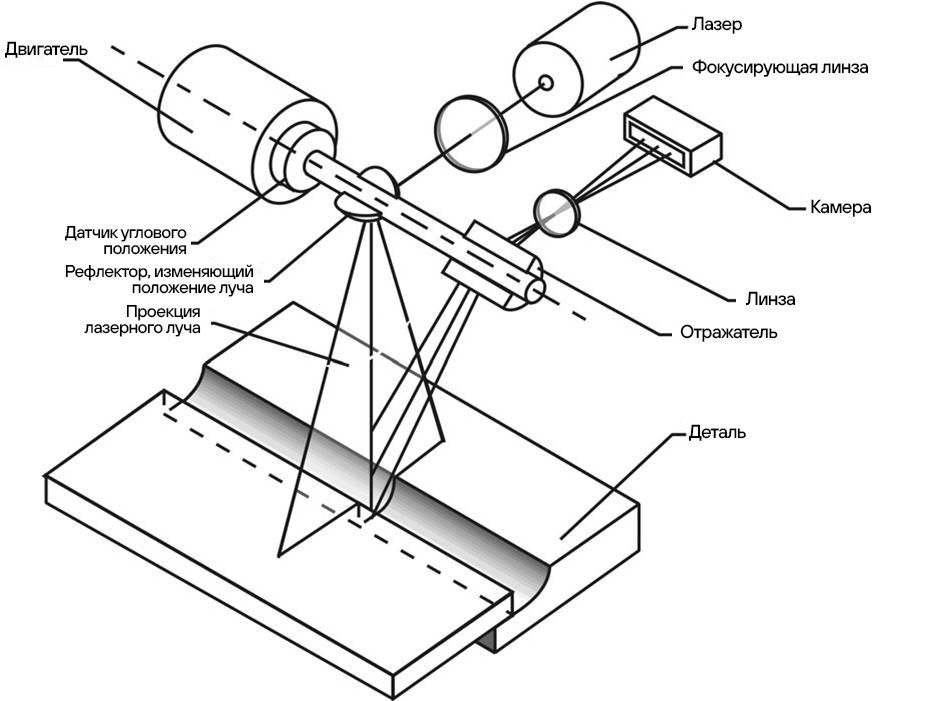
Если бы сканирование поверхности объекта проводилось единственным лазерным лучом, то оно было бы очень медленным и неэффективным. Для увеличения скорости и эффективности работы на поверхность измеряемого объекта проецируются лазерные линии. Внутри сканера лазерный луч, испускаемый излучателем, проходит через сложную оптическую систему, в результате получается одна или несколько лазерных линий, которые, к тому же, могут перекрещиваться.
Если сканированию подлежит большая поверхность со сложной геометрией, то здесь удобнее и быстрее работать в режиме перекрещивающихся лазерных линий: область сканирования больше, а точки пересечения лазерных линий создают своеобразные опоры, которые
а) cлужат для сшивки отдельных сканов в единую модель
б) помогают определять взаимное расположение точек в пространстве
в) позволяют отсеивать случайные шумы и ошибки.
Несколько непересекающихся лазерных линий (обычно 5-7) используются для прецизионного сканирования — область сканирования меньше, сканирование проходит медленнее, но точность сканирования выше. Сканирование глубоких отверстий, труднодоступных мест проводится одной лазерной линией: это самый медленный режим, но внутри отверстия не образуется засветки от большого количества линий и оператору физически легче контролировать ход сканирования.
Почему современные сканеры используют линии синего цвета
Цвет линий лазера тоже имеет значение. Большинство современных лазерных сканеров работает с линиями синего цвета: длина волны синего цвета (405-450 нм) меньше, чем длина волны красного (635-650 нм) или зеленого (520-532 нм) цвета. Чем короче длина волны, тем меньше диаметр лазерной точки на измеряемом объекте, а значит выше детализация и точность сканирования. Также синий цвет меньше рассеивается на поверхности, что важно для работы с темными или блестящими материалами. Однако, ручные лазерные сканеры, работающие в красном и инфракрасном диапазонах, также встречаются – они используются в сканерах с широким полем зрения, которые, в свою очередь, используются для измерений крупногабаритных объектов — например, в архитектуре и строительстве. Существуют и гибридные сканеры, которые могут одновременно работать линиями красного и синего цвета.
Как сканер определяет своё положение в пространстве
Данные сканирования собираются относительно внутренней системы координат сканера, но поскольку ручной лазерный сканер, как следует из названия, это устройство, которое держат в руке и которое постоянно перемещается, необходимо определять его координаты в пространстве. Обычно они определяется двумя способами: с помощью опорных меток на поверхности измеряемого объекта (световозвращающие маркеры), либо с помощью внешней системы слежения. Для корректного определения координат в поле зрения сканера должно попадать не менее 3-х меток, размещенных на объекте.
Что влияет на скорость сканирования
Одним из самых важных параметров производительности лазерного сканера считается скорость сканирования. Она измеряется в количестве точек в секунду (points per second, PPS). Это то количество точек, которое сканер захватывает и обрабатывает за одну секунду. Чем выше скорость сканирования, тем быстрее формируется облако точек, из которого строится 3D-модель измеряемого объекта.
На саму скорость сканирования также влияет ряд факторов:
- Частота лазерных импульсов. Чем выше частота лазерных импульсов, тем больше точек сканер может собрать за единицу времени.
- Разрешение. Чем выше разрешение, тем медленнее происходит процесс сканирования, так как нужно собрать и обработать больше данных для каждой точки.
- Сложность и отражающие свойства объекта измерения. Чем больше и сложнее объект, тем больше времени требуется для его полного сканирования.
- Оптика и электронные компоненты. Качество компонентов и деталей сканера напрямую влияет на его производительность.
Современные сканеры метрологического класса, например, Wenzel mScan V Pro способны достигать скорости сканирования до 7 100 000 000 точек/сек.
Что влияет на точность измерений
Другим важным параметром ручного лазерного 3D-сканера является максимальная объемная погрешность сканирования (Maximum volumetric accuracy). Это конкретная величина отклонения, возникающая при каждом отдельном измерении. Она накапливается при увеличении размеров измеряемого объекта и высчитывается по формуле «базовая погрешность+дополнительная погрешность на каждый метр». В свою очередь, базовая погрешность рассчитывается как максимальное отклонение одного измерения от реального значения в одном скане и в одной плоскости и выражается в миллиметрах или микронах.
Использование фотограмметрии снижает погрешность ручного лазерного сканера. Данная опция в ручном лазерном сканере может быть реализована через специальные жезлы для фотограмметрии и опцию в ПО сканера.
Также стоит сказать и о других значимых параметрах, влияющих на качество сканирования:
Разрешение. Разрешение определяет детализацию и качество получаемой 3D-модели или то, насколько детально и четко сканер способен оцифровать объект. Чем больше точек отображается в 3D-модели, тем выше ее детализация. Высокая детализация особенно важна для объектов с мелкими деталями, сложными поверхностями и тонкими кромками. Однако, как сказано ранее, чем выше разрешение, тем больше данных формируется, тем больше время обработки и требования к вычислительным ресурсам — поэтому важно соблюдать баланс между детализацией и скоростью сканирования.
Возможность измерения кромок. Кромки — это ахиллесова пята ручного лазерного 3D-сканирования. Лазерная точка имеет определенный размер, и когда она попадает на кромку, от этой кромки отражается только ее часть. Оставшаяся часть может отразиться от смежной поверхности, другой поверхности за кромкой или вообще не отразиться. Поэтому чем лучше сфокусирована лазерная точка, тем выше вероятность полноценно измерить кромку.
Отражающая способность поверхности. Лазерные сканеры обрабатывают сигнал, отражённый от поверхности объекта и пойманный на камеру. Сила возвращаемого сигнала зависит (помимо расстояния, условий окружающей среды, угла падения) от отражающей способности поверхности. Светлые поверхности отражают сильнее, темные и черные — слабее. Зеркальные и глянцевые поверхности обладают высокой отражающей способностью, что приводит к тому, что сигнал отражается не в камеру-приемник, а в сторону. В результате на изображении появляются яркие пятна, блики и засвеченные области. Идеальная поверхность для сканирования — белая матовая. Для того, чтобы поверхности были именно такими, на поверхность измеряемых объектов наносят специальные матирующие спреи.
Почему эргономика тоже имеет значение
Помимо таких очевидно важных эксплуатационных параметров, как количество лазерных линий, скорость сканирования, погрешность и разрешение, есть и те, значимость которых кажется не настолько большой, но тем не менее они способны влиять на качество работы и результат. Это дизайн и эргономика сканера.
Когда мы говорим о дизайне ручного лазерного сканера, прежде всего мы имеем ввиду его форм-фактор, то есть набор физических характеристик, определяющих его размер, форму, конструктивные особенности.
Размеры и вес ручных лазерных сканеров могут варьироваться. Самые компактные устройства не превышают 20 см в высоту и весят около 500 г, в то время как самые большие достигают 30 см в высоту и массы до 1,5-2 кг. Самые маленькие лазерные 3D-cканеры больше подходят для измерений в труднодоступных местах или измерений глубоких отверстий, самые большие — для измерения крупногабаритных деталей, таких как корпуса автомобилей и летательных аппаратов, лопатки турбин, судовые винты. У сканеров большого размера камеры разнесены на большее расстояние, следовательно, больше и поле зрения. Размеры и масса сканера могут влиять на результаты измерений и иначе. Как правило, в сканерах небольшого размера внутренние компоненты расположены очень плотно, через полчаса-час активного сканирования это может привести к перегреванию и вынужденной паузе в работе.
Если рассматривать форму устройства, ручные лазерные 3D-сканеры можно условно разделить на три группы:
1) Сканеры с захватом непосредственно за корпус. Как правило, это самые компактные и легкие устройства, которые можно держать даже не всей кистью, а только пальцами.
2) Сканеры с так называемым «пистолетным» захватом. Одни из самых распространенных на рынке, сканеры удерживаются полным захватом кисти руки. Такие сканеры, как правило, хорошо сбалансированы за счет того, что лазерные излучатели разнесены друг от друга. Захват кистью помогает уверенно держать сканер и меньше уставать в процессе измерений.
3) Сканер с вынесенной рукояткой. Одна из вариаций предыдущей конструкции, с той только разницей, что центр тяжести устройства смещен вперед, а не находится на одной оси с кистью оператора. Выбор той или иной конструкции при одинаковых технических параметрах — это целиком вопрос удобства использования.
В следующей части мы рассмотрим практические задачи, которые сегодня решают ручные лазерные сканеры в промышленности: от контроля качества до реверс-инжиниринга и импортозамещения.