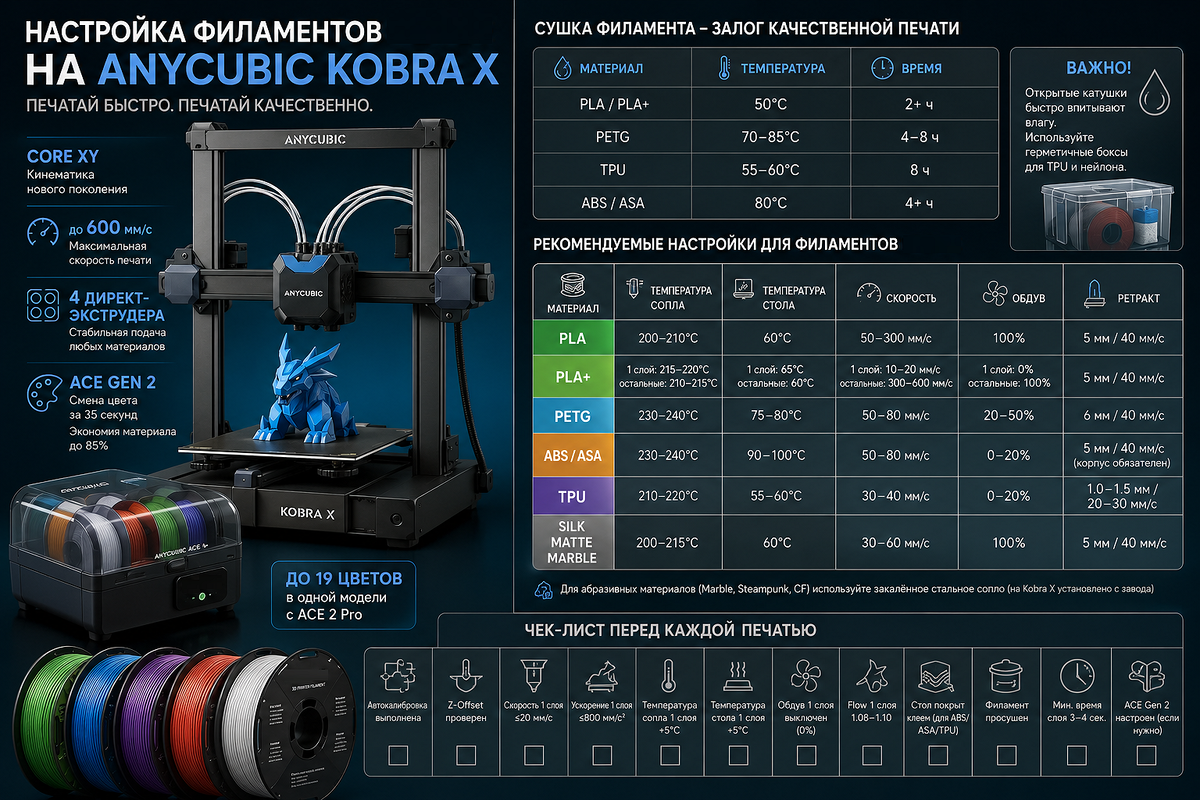
Anycubic Kobra X — один из наиболее технически оснащённых принтеров в своём ценовом классе. Core XY кинематика, 4 директ-экструдера, максимальная скорость печати 600 мм/с, ускорение до 30 000 мм/с² и система управления Klipper делают его универсальной платформой для широкого спектра материалов. Система автоматической смены материала ACE Gen 2, встроенная непосредственно в печатную головку с резаком в 10 мм от сопла, меняет цвет за 35 секунд и экономит до 85% материала по сравнению с решениями с внешним подавателем. При необходимости принтер расширяется до 19 цветов через блоки ACE 2 Pro.
Сочетание этих возможностей с качественными филаментами Club3d.club даёт предсказуемый и воспроизводимый результат — если правильно задать параметры. Рассмотрим всё по порядку.
Предпечатная сушка — шаг, который нельзя пропускать
Большинство проблем с качеством печати (стрингинг, пузыри, плохая адгезия слоёв) вызваны влажным филаментом, а не неправильными настройками слайсера. Перед работой с любым материалом Club3d.club просушивайте катушку с пластиком:
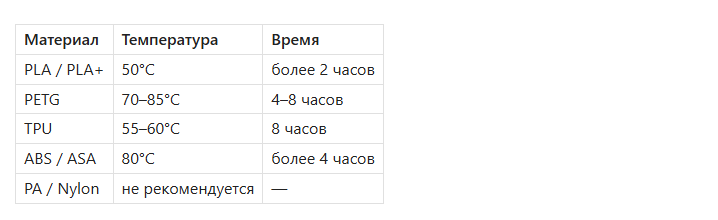
Важный нюанс для Kobra X: кронштейны катушек открытые, без защиты от внешней среды. Пыль и влага попадают на прутки беспрепятственно. Для гигроскопичных материалов — TPU, нейлон — обязательно используйте герметичные боксы с осушителем во время самой печати.
PLA и PLA+ Club3d.club: настройки для обычных и высоких скоростей
Стандартный PLA Club3d.club печатается стабильно при сопле 200–210°C, столе 60°C и скорости 50–300 мм/с. Обдув 100% со второго слоя. Директ-экструдер Kobra X обеспечивает равномерную подачу без характерных для Bowden-систем задержек — проблем с экструзией практически не возникает.
Для PLA+ при высоких скоростях настройки первого слоя принципиально отличаются от рабочих:
Объёмный расход при полной скорости составляет 22–24 мм³/с — в пределах возможностей директ-экструдера с соплом 0.4 мм. Минимальное время слоя — 3–4 секунды, Klipper управляет этим автоматически.
Текстурные PLA: Silk, Matte, Marble, Steampunk
Шелковый PLA (Silk) лучше печатать медленнее — рекомендуется не более 60 мм/с при 200–210°C. Система ACE Gen 2 здесь особенно полезна: многоцветные модели из Silk PLA разных оттенков получаются с минимальными потерями материала.
Для абразивных материалов — Marble и Steampunk — обязательно закалённое стальное сопло. На Kobra X оно установлено с завода, поэтому дополнительных замен не требуется. Скорость для таких материалов ограничьте до 60 мм/с, ретракт 5–6 мм.
PETG: баланс между прочностью и печатаемостью
PETG Club3d.club печатается при 230–240°C, стол 75–80°C. Обдув умеренный — 20–50%, на первом слое 0%. Директ-экструдер справляется с PETG лучше, чем Bowden-системы: меньше стрингинга, стабильнее экструзия.
Для PETG с углеродным волокном (Carbon Fiber): сопло 230°C, стол 80°C, скорость 50–60 мм/с, ретракт 4.5 мм. Закалённое сопло Kobra X подходит без замены. Материал отлично подходит для корпусов электроники и деталей с высокими требованиями к жёсткости.
ABS и ASA: нужен корпус
Главное ограничение для ABS и ASA на Kobra X — открытая конструкция принтера. Оба материала требуют стабильной температуры окружающей среды, иначе неизбежны расслоения и деформации. Для регулярной работы с ABS/ASA рекомендуется приобрести дополнительный корпус.
Рабочие параметры: сопло 230–240°C, стол 90–100°C, скорость 50 мм/с, обдув 40–60%. Для улучшения адгезии стола — клей (Magigoo или аналог). ASA имеет UV-стабилизаторы и выдерживает от -20°C до +80°C, что делает его оптимальным материалом для уличных деталей и автомобильных компонентов.
TPU: гибкий материал без проблем
Директ-экструдер — ключевое преимущество Kobra X при работе с TPU. Температура сопла 210–220°C, стол 55–60°C, скорость 30–40 мм/с. Ретракт минимальный — 1.0–1.5 мм при скорости 15–25 мм/с. Обдув 20–40%.
Важно: ACE Gen 2 не используется для автоматической подачи TPU — гибкий пруток не совместим с автоматическими системами смены материала. Для лучшей адгезии используйте текстурированную PEI с клеем. Эластичность материала Club3d.club TPU — 300–500%, что делает его подходящим для амортизирующих деталей, уплотнений и стелек.
Многоцветная печать: ACE Gen 2 раскрывает потенциал
Двух- и трёхцветные PLA Club3d.club (Dual Color, Tri Color) печатаются при стандартных настройках — сопло 200–210°C, стол 60°C, скорость 50–80 мм/с. Система ACE Gen 2 сокращает время смены цвета до 35 секунд и экономит до 85% материала по сравнению с системами внешней подачи. При необходимости через блоки ACE 2 Pro количество цветов расширяется до 19.
Профиль в Anycubic SlicerNex (OrcaSlicer) для PLA+ на высоких скоростях
[Process Settings]
Layer Height: 0.2 мм
First Layer Height: 0.2 мм
[Speed]
First Layer Speed: 10–20 мм/с
First Layer Acceleration: 500–800 мм/с²
Default Printing Speed: 300–600 мм/с
External Perimeter Speed: 150–200 мм/с
Infill Speed: 400–600 мм/с
[Temperature]
Nozzle Temperature: 210–220°C
First Layer Nozzle Temp: 215–220°C (+5°C)
Bed Temperature: 60°C
First Layer Bed Temp: 65°C (+5°C)
[Cooling]
Fan Speed: 100% (со второго слоя)
First Layer Fan Speed: 0%
[Flow]
Flow Ratio: 1.04 (общий)
First Layer Flow: 1.08–1.10
[Retraction]
Retraction Length: 4–6 мм (PLA/PETG) / 1.0–1.5 мм (TPU)
Retraction Speed: 35–45 мм/с
[ACE Gen 2 Settings]
Color Change Speed: 35 сек
Filament Waste: 85% меньше
Max Colors: 4 (из коробки), 19 (с ACE 2 Pro)
Калибровка первого слоя
Kobra X при первом включении автоматически выполняет самодиагностику: выравнивание платформы, настройку Z-Offset и Input Shaping. Для ручной корректировки — напечатайте тестовый квадрат 50×50 мм и корректируйте Z-Offset через сенсорный дисплей во время печати.
Оптимальный результат: первый слой слегка «впечатан» в поверхность, но не прозрачный.
Сводная таблица параметров Club3d.club на Anycubic Kobra X
✅ Чек-лист перед печатью на Kobra X
☐ Автоматическая калибровка выполнена (при первом запуске Kobra X делает сама)
☐ Z-Offset проверен (тест печати на квадрате 50×50 мм)
☐ Скорость первого слоя ≤20 мм/с для PLA+
☐ Ускорение первого слоя ≤800 мм/с²
☐ Температура сопла первого слоя +5°C выше основной
☐ Температура стола первого слоя +5°C выше основной
☐ Обдув первого слоя выключен (0%)
☐ Flow первого слоя 1.08–1.10
☐ Стол покрыт клеем (для ABS/ASA/TPU)
☐ Филамент просушен согласно таблице
☐ Для абразивных материалов (CF, Marble) — сопло закалённое стальное (уже установлено на Kobra X)
☐ Минимальное время слоя 3–4 секунды (Klipper управляет автоматически)
☐ ACE Gen 2 настроен для многоцветной печати (при необходимости)