
Почему выбор крепежа для мясопереработки нельзя сводить только к марке стали
На предприятиях мясопереработки крепёж работает не в «чистой» температурной среде. В одном и том же узле могут сочетаться нагрев, влажность, пар, солесодержащие растворы, остатки технологических сред, кислотные и щелочные моющие составы, а также дезинфицирующие средства.
Поэтому выбор нержавеющего крепежа должен учитывать не только марку стали — A2 или A4, — но и реальный режим эксплуатации:
- максимальную и рабочую температуру узла;
- длительность нахождения крепежа при повышенной температуре;
- наличие влаги, пара, соли, хлоридов и моющих средств;
- характер нагрузки: статическая, вибрационная, циклическая;
- требования к гигиеничности и возможности санитарной обработки;
- условия монтажа, включая риск заедания резьбы.
В большинстве типовых случаев для пищевого оборудования применяются крепёжные изделия из аустенитных нержавеющих сталей A2 и A4 по ГОСТ ISO 3506. Однако между ними есть существенная разница. A2 является базовым решением для многих стандартных условий эксплуатации, а A4 за счёт легирования молибденом обладает более высокой стойкостью в средах, содержащих хлориды, соли и ряд агрессивных компонентов. При этом A4 также не является универсальным материалом для любых температур и химических сред.
Кратко о терминах
A2, A4 — обозначения групп аустенитных коррозионно-стойких сталей для крепежа по ГОСТ ISO 3506. В практическом применении A2 часто рассматривают как базовый вариант для умеренных условий, а A4 — как более стойкое решение для влажных и хлоридсодержащих сред.
Предел текучести Rp0,2 — напряжение, при котором материал начинает необратимо деформироваться. Для крепежа это один из ключевых параметров, влияющих на способность узла сохранять расчётное усилие затяжки и воспринимать нагрузку.
Межкристаллитная коррозия — разрушение металла по границам зёрен. Для аустенитных нержавеющих сталей такой риск может возрастать после неблагоприятного термического воздействия, особенно при последующей эксплуатации в агрессивной среде.
Сенсибилизация — состояние, при котором в приграничных областях зёрен выделяются карбиды хрома. Из-за локального обеднения хромом эти зоны становятся менее защищёнными от коррозии.
Где в мясопереработке крепёж работает в сложных условиях
Повышенная температура сама по себе не всегда является критическим фактором. Проблемы чаще возникают при сочетании температуры с влагой и химически активной средой.
К зонам повышенного внимания относятся:
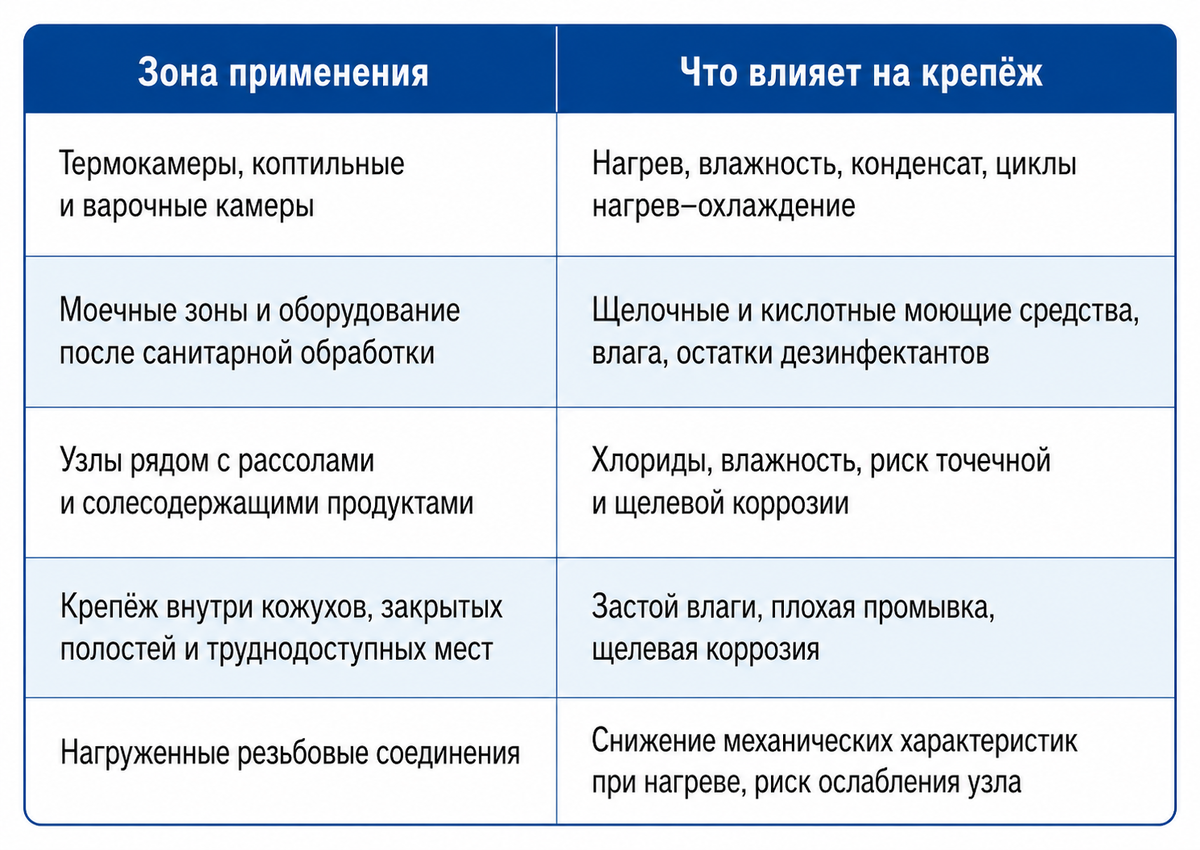
В таких условиях важно оценивать не отдельный болт или гайку, а весь крепёжный узел: материал, класс прочности, сопряжённые детали, наличие шайб, способ монтажа и возможность обслуживания.
Что говорит ГОСТ ISO 3506 о прочности нержавеющего крепежа при нагреве
Механические свойства болтов, винтов и шпилек из коррозионно-стойких сталей регламентирует ГОСТ ISO 3506-1. Для аустенитных сталей стандарт приводит справочные значения снижения условного предела текучести Rp0,2 при повышенной температуре.
Эта таблица показывает важный практический момент: при нагреве нержавеющий крепёж сохраняет работоспособность, но его расчётные механические характеристики снижаются. Например, при +400 °C условный предел текучести принимается уже не как 100 %, а как 70 % от исходного значения.
Это особенно важно для нагруженных соединений, где крепёж должен сохранять предварительную затяжку, воспринимать вибрацию или удерживать элементы оборудования в заданном положении. В таких случаях нельзя просто заменить обычный крепёж на нержавеющий того же размера без проверки нагрузки и температурного режима.
Почему одной температуры недостаточно для оценки риска
При выборе крепежа важно различать кратковременный нагрев и длительную работу при повышенной температуре.
Кратковременное воздействие температуры, например в процессе санитарной обработки или технологического цикла, не всегда приводит к существенным структурным изменениям металла. Но при длительном пребывании аустенитной стали в опасном температурно-временном интервале может возрастать риск сенсибилизации и последующей межкристаллитной коррозии.
Механизм связан с выделением карбидов хрома по границам зёрен. Хром участвует в формировании пассивной защитной плёнки, благодаря которой нержавеющая сталь сопротивляется коррозии. Если в приграничных областях зёрен содержание хрома локально снижается, эти зоны становятся менее стойкими. В агрессивной среде — особенно при наличии влаги, хлоридов и моющих средств — это может привести к развитию коррозии по границам зёрен.
Именно поэтому для сложных узлов важно учитывать не только максимальную температуру, но и время выдержки, частоту циклов, состав стали и последующую среду эксплуатации.
A2 или A4: что выбирать для мясопереработки
В типовых условиях мясоперерабатывающего производства A2 может быть достаточным решением, если крепёж работает в умеренно влажной среде, не находится в зоне постоянного контакта с солевыми растворами, не подвергается длительному воздействию агрессивных моющих составов и не работает при предельных температурах.
A4 предпочтительнее, если узел находится:
- в зоне регулярной санитарной мойки;
- рядом с рассолами, солесодержащими продуктами или хлоридными средами;
- в условиях повышенной влажности и конденсации;
- в закрытых или труднодоступных местах, где возможен застой влаги;
- в узлах, где коррозия крепежа может повлиять на гигиену, безопасность или срок службы оборудования.
При этом A4 не следует воспринимать как материал «для любых агрессивных сред». Молибден повышает стойкость к точечной и щелевой коррозии в хлоридсодержащих условиях, но не отменяет необходимости учитывать концентрацию реагентов, температуру, pH, длительность контакта и возможность промывки поверхности.
Практическая матрица выбора
Как подбирать гайки и сопряжённые элементы
При выборе крепежа для высокотемпературных и коррозионно-активных условий недостаточно указать только марку стали болта. Нужно рассматривать собранный узел целиком.
Гайки для нержавеющего крепежа подбирают по ГОСТ ISO 3506-2 с учётом материала и класса прочности болта, винта или шпильки. При этом важно проверить:
- соответствие марки стали и класса прочности;
- условия нагрева и длительность воздействия температуры;
- наличие влаги, хлоридов и моющих средств;
- характер нагрузки на соединение;
- возможность заедания резьбы при монтаже;
- необходимость применения шайб и корректного момента затяжки.
Для аустенитного нержавеющего крепежа риск заедания резьбы особенно важен. При затяжке возможно повреждение пассивной плёнки и локальное схватывание сопряжённых поверхностей. На практике это снижает управляемость монтажа и может привести к повреждению резьбы. Поэтому для ответственных соединений следует контролировать чистоту резьбы, избегать перекосов, применять корректный инструмент и при необходимости использовать совместимые смазочные материалы.
Что уточнить перед закупкой крепежа
Для корректного подбора крепежа поставщику или техническому специалисту желательно передать не только размер и стандарт изделия, но и условия эксплуатации.
Минимальный набор данных:
Когда стандартных A2 и A4 может быть недостаточно
Крепёж A2 и A4 закрывает широкий диапазон задач, но не все возможные режимы эксплуатации. Отдельная проверка необходима, если:
- крепёж длительно работает при температуре выше +400 °C;
- узел испытывает значительную механическую нагрузку при нагреве;
- присутствуют концентрированные кислоты, активный хлор или агрессивные дезинфектанты;
- есть постоянный контакт с хлоридной средой;
- конструкция имеет щели, застойные зоны или трудности с промывкой;
- отказ соединения может повлиять на безопасность оборудования или качество продукции.
В таких случаях выбор должен выполняться не по принципу «A2 или A4», а через техническую оценку узла: среда, температура, нагрузка, доступность обслуживания, требования к санитарной обработке и ожидаемый срок службы.
Выводы
- A2 и A4 — основные группы нержавеющего крепежа для пищевого оборудования, но выбор между ними должен учитывать условия эксплуатации, а не только привычную спецификацию.
- При повышенной температуре механические свойства крепежа снижаются. По ГОСТ ISO 3506-1 для A2 и A4 классов 70 и 80 условный предел текучести Rp0,2 при +400 °C принимается на уровне 70 % от исходного значения.
- A4 предпочтительнее для влажных и хлоридсодержащих сред, характерных для зон мойки, контакта с солью, рассолами и конденсатом.
- Температура опасна не сама по себе, а в сочетании со временем, средой и нагрузкой. Длительный нагрев и последующая работа в агрессивной среде могут повысить риск коррозионных повреждений.
- Гайки, шайбы и болты нужно рассматривать как единый узел. Ошибка в подборе сопряжённых элементов или монтаже может снизить надёжность даже при правильно выбранной марке стали.
- Для сложных условий необходим технический подбор. Если узел работает при длительном нагреве, в агрессивной мойке или в среде с хлоридами, выбор крепежа следует подтверждать по фактическим условиям эксплуатации.
Источники
- ГОСТ ISO 3506-1-2014. Механические свойства крепёжных изделий из коррозионно-стойких нержавеющих сталей. Часть 1. Болты, винты и шпильки.
- ГОСТ ISO 3506-2-2014. Механические свойства крепёжных изделий из коррозионно-стойких нержавеющих сталей. Часть 2. Гайки.
- ГОСТ 5632-2014. Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки.
- ГОСТ 6032. Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость против межкристаллитной коррозии.
- Гуляев А. П. Металловедение. Учебник для вузов. М.: Металлургия, 1986.