Качественная сварка труб отопления и водоснабжения — это фундамент долговечной и безаварийной инженерной системы дома. Протечка скрытого трубопровода в стене или под стяжкой способна привести к ремонту стоимостью в сотни тысяч рублей. Строительная практика показывает, что большинство дефектов вызвано не браком материала, а неверно выбранной технологией сварки, неправильной подготовкой кромок или игнорированием нормативных требований. В этой статье собран системный разбор всех рабочих методов, материалов и актуальной нормативной документации — от ГОСТ 16037-80 до СП 73.13330.2016 — который позволит избежать критических ошибок как профессиональному монтажнику, так и опытному частному застройщику.
Читайте также:
-13 причин образования трещин и отслоений шпаклёвки на стенах: экспертное руководство;
-Как продлить жизнь древесине: масла, пропитки, антисептики, воски, лаки;
-Что выгоднее строить: одноэтажный или двухэтажный дом? Полный разбор для будущего домовладельца;
-Тепловой насос для отопления дома: как это работает и сэкономит ли он ваш бюджет?
Виды сварки, реально применяемые для труб инженерных систем
Вопреки распространённому мнению, для монтажа водопроводов и отопления недостаточно иметь один инвертор и пачку электродов. Разные материалы труб и условия прокладки требуют совершенно разных подходов. Рассмотрим четыре основные технологии, закрывающие 99% задач в жилом строительстве.
Ручная дуговая сварка покрытыми электродами (MMA) — база для стальных водогазопроводных труб
Именно этот метод остаётся основным при сварке труб отопления и водоснабжения из углеродистой стали по ГОСТ 3262-75 и ГОСТ 10704-91. Технология применяется для стыков диаметром от 15 до 150 мм и более, как на прямых участках, так и при врезке отводов. Ключевое преимущество — универсальность: сварка возможна в любом пространственном положении, на открытых площадках и в ограниченном пространстве подвалов и ниш.
Для ответственных трубопроводов, работающих под давлением свыше 1,6 МПа и с температурой теплоносителя до 115 °C, используют электроды с основным покрытием типа УОНИ-13/55, обеспечивающие высокую пластичность металла шва и ударную вязкость при отрицательных температурах. Для бытовых систем отопления и холодного водоснабжения допустимы электроды с рутиловым покрытием (ОК-46, АНО-21), с ними проще работать при нестабильном напряжении сети. Важный нюанс: при сварке оцинкованных стальных труб необходимо полностью удалять цинковое покрытие с кромок абразивным инструментом, но не газовой горелкой, чтобы избежать ядовитых паров оксида цинка и образования пор в шве.
Режимы ручной дуговой сварки подбирают индивидуально, но проверенная практикой зависимость — сила тока в амперах примерно равна 25–35 диаметрам электрода в миллиметрах. Так, для электрода диаметром 2,5 мм выставляют 65–85 А, для 3,0 мм — 90–120 А. При сварке поворотных стыков (когда трубу можно вращать) работу ведут углом вперёд, добиваясь равномерного формирования обратного валика. Неповоротные стыки требуют поперечных колебаний с задержкой на кромках, чтобы гарантировать провар.
Особо следует сказать о сварке корня шва — первого прохода, от которого зависит герметичность. Его выполняют электродом уменьшенного диаметра (2,5 мм) на пониженном токе, часто опирая покрытие на кромки для стабильного зазора. Получаемое внутреннее усиление (грат) не должно превышать 1–1,5 мм, иначе возрастает гидравлическое сопротивление трубы.
Аргонодуговая сварка неплавящимся электродом (TIG) — прецизионное соединение нержавеющих и медных труб
Когда в системах водоснабжения и отопления появляются нержавеющие трубы (AISI 304, 316) или медные трубопроводы, ручная дуговая сварка уступает место технологии TIG. Аргонодуговая сварка обеспечивает чистый, герметичный шов без шлака и с минимальным внутренним усилением, что критически важно для питьевой воды и систем с высокими требованиями к гидравлическому сопротивлению.
Процесс ведётся неплавящимся вольфрамовым электродом в среде защитного газа — аргона высокой чистоты, соответствующего сорту 1.0 или 1.2 по ГОСТ 10157-2016. Для нержавейки применяют присадочную проволоку ER308LSi или ER316LSi диаметром 1,6–2,4 мм. Обязательное требование — поддув аргона в корень шва при сварке труб диаметром до 50 мм, чтобы избежать окисления обратной стороны и появления «сажистого» налёта, который становится очагом коррозии в хлорированной воде. Расход защитного газа устанавливают в пределах 6–10 л/мин, а для поддува — 3–5 л/мин.
Медные трубы по ГОСТ 617-2006 также варят TIG-методом, используя присадочные прутки из бескислородной меди или легированной серебром. Сварка требует предварительного прогрева до 250–400 °C для компенсации высокой теплопроводности меди. Часто вместо сварки применяют высокотемпературную пайку, о чём пойдёт речь далее.
Полуавтоматическая сварка (MIG/MAG) — скоростной монтаж труб больших диаметров
На промышленных объектах и при прокладке магистральных трубопроводов отопления от котельной всё чаще используют полуавтоматическую сварку проволокой сплошного сечения в среде углекислого газа или смеси Ar+CO₂. Метод даёт высокую производительность на поворотных стыках труб от 100 мм и выше, обеспечивает глубокий провар и минимальное количество шлака. В частном домостроении эта технология оправдана, если предстоит смонтировать десятки метров обвязки котельной на трубах диаметром 50–100 мм.
Для стальных трубопроводов используют омеднённую проволоку Св-08Г2С диаметром 1,0–1,2 мм. Силу тока выставляют в зависимости от диаметра проволоки и толщины стенки: для 1,0 мм — 80–130 А, для 1,2 мм — 120–180 А при напряжении дуги 18–24 В. Важный момент — полуавтомат чувствителен к ветру на открытой площадке, поэтому необходимы защитные экраны, а подачу газа увеличивают до 12–15 л/мин.
Газовая сварка и пайка — соединение медных трубопроводов
Газовая ацетилен-кислородная сварка для стальных труб сегодня применяется ограниченно, но остаётся незаменимой при пайке медных труб систем кондиционирования, отопления и водоснабжения твёрдыми припоями. Температура пламени позволяет выполнять капиллярную пайку фитингов, что особенно удобно при монтаже разводки в санузлах.
Нагрев до 600–750 °C и применение припоев на основе меди с фосфором (CuP 94/6) или серебром (Ag 45%) с соответствующими флюсами — стандартный подход, регламентированный СП 73.13330.2016. При пайке медь-медь фосфорсодержащий припой часто не требует флюса, тогда как для соединения меди с латунью или бронзой флюс обязателен. Сварка медных труб газом с использованием присадочного прутка из бескислородной меди практикуется при диаметрах от 35 мм, когда необходимо получить равнопрочное соединение без заужения проходного сечения. Этот метод требует высокой квалификации из-за легкоплавкости и жидкотекучести меди.
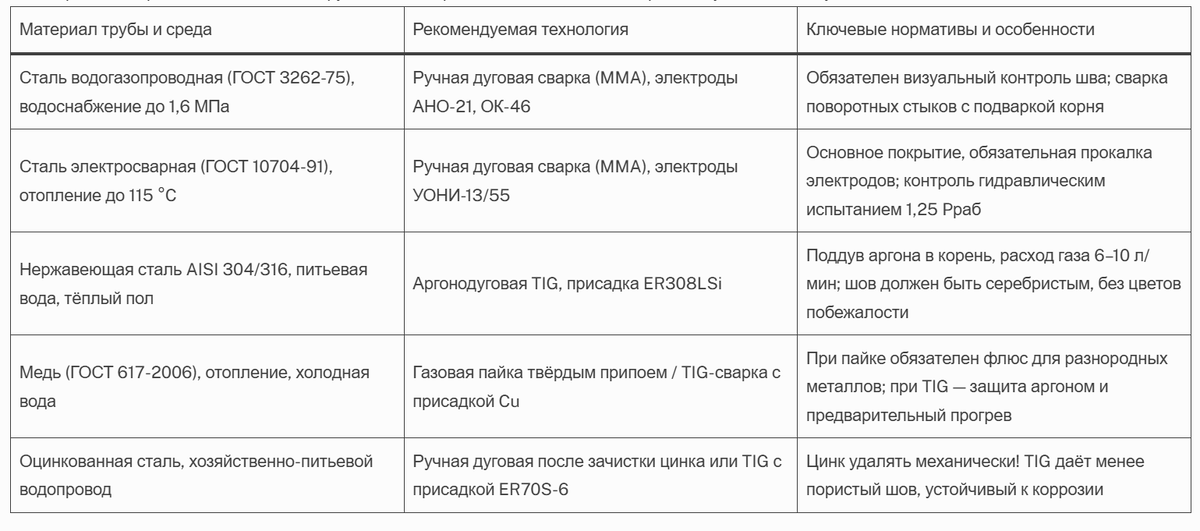
Сводная таблица применения технологий сварки
Ниже приведены рекомендации по выбору способа сварки в зависимости от материала и условий эксплуатации.
Подготовка и сборка трубных стыков
Качество сварного соединения закладывается задолго до розжига дуги — на этапе подготовки кромок. Перед сваркой поверхность трубы очищают от краски, масла, ржавчины и влаги на ширину не менее 20 мм от торца. При толщине стенки до 3 мм можно варить без разделки, но с обязательным зазором 0,5–1,5 мм. Для стенок 3–12 мм (характерных для стояков и магистралей) выполняют V-образную разделку с углом раскрытия 60–70° и притуплением 1–2 мм. Сборку фиксируют прихватками длиной 10–15 мм в двух-трёх точках по окружности. Прихватки обязательно полностью перевариваются при наложении основного шва, поскольку именно в них часто концентрируются непровары из-за быстрого остывания.
Допустимое смещение кромок для труб диаметром до 100 мм не должно превышать 0,5 мм (п. 5.2 ГОСТ 16037-80). При большей несоосности растёт риск непровара и концентрации напряжений. Если труба имеет продольный заводской шов, его обязательно смещают на 15–20° от вертикальной оси, чтобы разнести сварные зоны и уменьшить коробление.
Технология сварки в зависимости от типа трубы
Стальные водогазопроводные трубы — сварка MMA
После подготовки выполняют корневой шов электродом 2,5 мм на токе 65–75 А. Затем заполняющие слои — электродом 3,0 мм на 90–110 А. Лицевой (облицовочный) шов формируют с плавными переходами к основному металлу. При сварке оцинкованных труб особое внимание уделяют удалению цинка: абразивным кругом зачищают полосу шириной 20–25 мм от кромки, а после сварки шов и зону термического влияния покрывают холодным цинком.
Нержавеющие трубы — TIG
Нержавейка склонна к перегреву и образованию карбидов хрома, поэтому сварку ведут на пониженной погонной энергии. Для листов толщиной 2–3 мм выставляют ток 40–70 А, скорость сварки высокая, без длительных задержек. Поддув аргона обязателен. Качественный шов имеет золотисто-серебристый цвет; появление сине-фиолетовых оттенков говорит о перегреве и снижении коррозионной стойкости. Перед сваркой детали обезжиривают ацетоном, проволоку хранят в герметичных тубусах.
Медные трубы — пайка и сварка
При пайке фитинговые соединения собирают с зазором 0,05–0,15 мм для капиллярного эффекта. Пламя горелки должно быть восстановительным (избыток ацетилена), чтобы избежать окисления. Припой вносят в момент, когда флюс становится прозрачным. Для TIG-сварки медных труб толщиной 1,5–2 мм устанавливают ток 70–100 А, используют постоянный ток прямой полярности. После сварки шов защищают от быстрого остывания, накрывая асбестовым полотном.
Сварка в различных пространственных положениях
На стройке редко бывает возможность крутить трубу, особенно если она уже частично закреплена. Потолочные и вертикальные швы выполняют по технологии обратноступенчатой сварки: стык разбивают на участки длиной 100–150 мм, и каждый следующий шов начинают с перекрытием предыдущего на 5–7 мм. Это компенсирует усадку металла и предотвращает появление горячих трещин.
При TIG-сварке в потолочном положении используют линзовые горелки с увеличенным вылетом вольфрама и дополнительную подачу аргона. Короткая дуга и точный контроль ванны позволяют сформировать корень без провалов даже на диаметрах 15–22 мм.
Выбор сварочного оборудования и материалов
Базовый инвертор для ручной дуговой сварки труб должен обеспечивать постоянный ток (DC) в диапазоне 10–200 А, напряжение холостого хода не ниже 60 В и иметь функцию форсирования дуги (Arc Force). Для TIG-сварки потребуется аппарат с режимом MMA+TIG, оснащённый осциллятором для бесконтактного поджига. При работе с нержавейкой и медью высоко ценится наличие функции импульсной подачи тока, позволяющей снизить тепловложение.
Полуавтоматический аппарат выбирают с механизмом подачи, уверенно протягивающим проволоку 1,0–1,2 мм, и возможностью регулировки индуктивности для управления переносом капель. Для домашней мастерской оптимальны компактные инверторные полуавтоматы, способные работать с катушками 5 кг.
Газосварочный пост включает ацетиленовый и кислородный баллоны, редукторы, горелку и резак. Кислородный шланг — синий, ацетиленовый — красный, путать их категорически запрещено. Баллоны размещают на расстоянии не менее 5 м от источника открытого огня.
Расходные материалы требуют особого хранения: электроды с основным покрытием прокаливают при 180–220 °C в течение часа и держат в термопеналах. Присадочные прутки для TIG хранят в герметичной упаковке с силикагелем. Проволока для полуавтомата должна быть чистой, без следов коррозии; омеднённый слой не должен отслаиваться.
Нормативная документация РФ
При строительстве дома и официальной приёмке работ инспекторы руководствуются конкретными документами. Основные из них сведены в таблицу.
Независимо от статуса объекта, соблюдение ГОСТ 16037-80 по разделке кромок и размерам шва — обязательное условие получения качественного соединения, которое не даст течь при первом гидроударе.
Дефекты сварных швов и их причины
Статистика аварий в системах водоснабжения показывает, что более 70% протечек на сварных соединениях вызваны следующими ошибками.
Непровар корня шва — самый опасный дефект. Причина: недостаточный зазор, низкий ток, высокая скорость сварки. Решение: строго выдерживать зазор по ГОСТ 16037-80 и выполнять подварку корня электродом диаметром 2,5 мм.
Поры и свищи — результат сварки по влажному металлу, плохо просушенным электродам или недостаточной газовой защите. При TIG-сварке поры часто возникают из-за малого расхода аргона при сквозняке. Обязательно использовать ветрозащитные щитки и увеличивать расход газа.
Горячие трещины — появляются при жёстком закреплении стыка и быстром охлаждении. Для стальных труб с содержанием углерода выше 0,25% требуется предварительный подогрев до 150–200 °C.
Прожог — типичен для тонкостенных труб (стенка 1,5–2 мм) при сварке полуавтоматом или MMA на излишне высоком токе. Следует снижать ток и вести дугу быстро, без задержек в центре стыка.
Непровар в местах замыкания шва — у неповоротных стыков часто не проваривается последний участок. Правило: замковый участок необходимо начинать с перекрытием соседнего на 5–7 мм, с обязательным проплавлением старого металла.
Для наглядности причины дефектов и методы их устранения представлены в таблице.
Отдельная история — оцинкованные трубы. Даже после зачистки остатки цинка могут вызвать газовые пузыри. Лучшим решением для водопровода из оцинковки является резьбовое или пресс-фитинговое соединение; если сварка неизбежна, предпочтителен TIG-способ с максимальной газовой защитой и последующей обработкой шва холодным цинкованием.
Контроль качества и испытания
Любой стык, будь то в котельной или под стяжкой, должен пройти трёхступенчатый контроль. Первый этап — визуальный и измерительный (ВИК): проверяется отсутствие поверхностных трещин, пор диаметром более 1 мм, подрезов глубиной свыше 0,5 мм, чешуйчатость шва, высота усиления (не более 3 мм для стенок до 6 мм). Второй этап — для ответственных трубопроводов — неразрушающий контроль: ультразвуковая дефектоскопия (УЗК) или радиография. В бытовых условиях эти методы малоприменимы, поэтому нагрузка ложится на третий этап — гидравлические испытания.
Согласно СП 73.13330.2016, системы отопления и водоснабжения испытывают давлением 1,25 от рабочего, но не менее 0,6 МПа, с выдержкой не менее 10 минут. Падение давления и появление капель на швах — сигнал к немедленной переварке. Скрытые трубопроводы обязательно испытывают до заливки стяжки или закрытия коробов.
Техника безопасности
Работы ведутся с открытой электрической дугой, горючими газами и в ограниченных пространствах, поэтому требования жёсткие. Обязательна приточно-вытяжная вентиляция при сварке в подвалах и санузлах, использование респиратора (особенно при работе с оцинковкой или медью) для защиты от аэрозолей. Сварочная маска со светофильтром DIN 9-13, спилковые краги и роба из огнестойкой ткани — не рекомендация, а обязательное условие.
При аргонодуговой сварке дополнительную опасность представляет невидимый ультрафиолет от яркой дуги в аргоне — без маски можно получить ожог роговицы за считанные секунды. Газовые баллоны размещают не ближе 5 м от источника огня, ацетиленовые — только в вертикальном положении. После окончания сварки помещение тщательно проветривают.
Часто задаваемые вопросы (FAQ)
Можно ли сварить стальную трубу с нержавеющей в системе водоснабжения?
Технически — да, при помощи TIG-сварки с переходной присадкой ER309LSi. Однако это потенциальный очаг электрохимической коррозии, поэтому лучше использовать разъёмные фитинги или диэлектрические вставки.
Что дешевле: инвертор или газосварка для медных труб?
Для меди малых диаметров (до 28 мм) бюджетная пропан-кислородная горелка и твёрдый припой обойдутся дешевле, чем TIG-аппарат. Но TIG даёт более прочное соединение, сравнимое с цельной трубой, и не требует флюса.
Как варить трубу под давлением, если нельзя перекрыть стояк?
Категорически не рекомендуется. Давление в трубе создаёт свищи и продувы, шов получится пористым и ослабленным. Необходимо полностью сбросить давление, слить воду и просушить стык.
Нужен ли сертификат сварщика для монтажа отопления в частном доме?
Формально для собственного дома — нет. Но если впоследствии планируется продажа или страхование объекта, акт освидетельствования скрытых работ и протокол гидроиспытаний за подписью лицензированной организации могут потребоваться.
Какой диаметр электрода выбрать для сварки труб толщиной 3 мм?
Оптимально — 2,5 мм для корневого прохода и 3,0 мм для заполняющих слоёв. Сила тока — 65–80 А для корня, 90–110 А для заполнения.
Заключение
Надёжная сварка труб отопления и водоснабжения начинается не с розжига дуги, а с анализа материала трубы, требований норм и правильной подготовки стыка. Стальные, нержавеющие, медные и оцинкованные трубы требуют разных технологических подходов, но неизменным остаётся одно: аккуратность и соблюдение технологической дисциплины. Сверка со сводной таблицей, прокалка электродов, поддув аргона в корень при TIG, гидравлическое испытание готовой системы — вот минимальный набор операций, отделяющий качественный монтаж от аварийного ремонта в ближайшем будущем. Помните, что скрытый дефект сварного шва в перекрытии способен привести к колоссальным затратам, поэтому всегда руководствуйтесь актуальными ГОСТами и здравым смыслом, а при малейших сомнениях привлекайте квалифицированного сварщика с аттестацией НАКС.
Много полезного вы можете также почерпнуть в статьях:
—Оцинкованные трубы для отопления и горячего водоснабжения: можно ли использовать? Все за и против;
—Смесительный узел для теплого пола: устройство, выбор и монтаж;
—Гидроудар: что это, причины возникновения, последствия и как не допустить;
—Трубы для отопления дома: как выбрать и что учесть, материал изготовления.