Ленточное полотно — не самый дешёвый расходник. В мастерской, где металл режут каждый день, счёт идёт на десятки тысяч рублей в месяц. Неудивительно, что многие ищут способ сэкономить: отдать тупую пилу в заточку или попробовать восстановить зубья самому. В интернете полно советов, и даже некоторые мастера предлагают услуги по заточке. Но работает ли это? Или вы просто выбросите деньги на ветер?
Давайте разберём три главных мифа о заточке ленточных полотен — и вы узнаете, почему производители не зря говорят, что ленточные пилы одноразовые.
Миф 1: «Ленточное полотно можно заточить так же, как и диск для циркулярки»
Звучит логично: диск пилы заточил — и он режет как новый. Почему с лентой должно быть иначе?
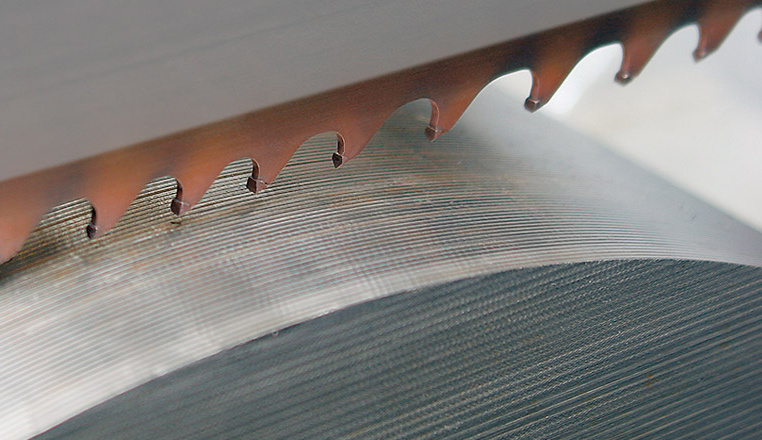
Вот почему: геометрия зуба ленточного полотна — это не просто острый угол. У неё строго определённые передний и задний углы, форма впадины, шаг и разводка. Всё это рассчитано под конкретный тип материала и режим резания. Вручную или даже на простом заточном станке повторить эту геометрию на каждом зубе — задача фантастически сложная. Полотно длиной 3-5 метров, на котором сотни зубьев. Даже небольшое отклонение на одном зубе приведёт к биению, вибрациям и быстрой поломке.
Что происходит на практике: после кустарной заточки полотно либо вообще не режет (а только трёт металл), либо начинает «уводить» рез в сторону, оставляя на заготовке волны и заусенцы. А через несколько десятков резов оно лопается — потому что геометрия нарушена, и нагрузка распределяется неравномерно.
А если говорить про экономику: профессиональная заточка (там, где она реально возможна) стоит 50–70% от цены нового полотна. Но заточенная лента прослужит в лучшем случае 30% от ресурса новой. Вы сэкономите копейки, потеряете в производительности и качестве.
Вердикт: заточить, как диск, не получится. Это технически другая история.
Миф 2: «Тупая пила — это просто медленнее режет. Можно дотянуть до конца смены»
Многие операторы так думают. Ну, тупится полотно — значит, давим сильнее, пилим подольше, зато не тратимся на новое.
На самом деле работа тупым полотном — это как ехать на спущенном колесе: доедете, но потом влетит в копеечку.
Что происходит при резании тупой лентой:
- Зубья не врезаются, а скользят и трутся. Температура в зоне реза резко возрастает. Полотно перегревается, теряет закалку (становится мягким) и в конце концов лопается.
- Нагрузка на двигатель и редуктор станка возрастает в разы. Вместо того чтобы резать, станок «продавливает» полотно. Подшипники шпинделя, направляющие, гидравлика — всё изнашивается быстрее.
- Срез получается неровным. Если готовите детали под сварку или для последующей токарной обработки, брак обеспечен. Заусенцы, волны, увод от угла — всё это потом приходится исправлять, тратя время и силы.
Итог: пытаясь сэкономить на полотне (300–500 рублей?), вы рискуете вывести из строя станок или испортить дорогую заготовку. А стоимость ремонта станка — десятки тысяч рублей.
Миф 3: «Затупленное полотно можно подправить, и оно ещё поработает»
Некоторые пытаются «освежить» полотно, проведя по нему алмазным бруском или надфилем. Или отдают в заточку в мастерскую, где просто подтачивают зубья без восстановления геометрии.
Проблема в том, что затупление ленточной пилы — это не только потеря остроты. Это ещё и микротрещины на задней поверхности зуба, и изменение переднего угла из-за износа. Простая подточка убирает часть дефектов, но не восстанавливает баланс.
В каких случаях можно попробовать «реанимацию»? Если полотно почти новое, но вы случайно затупили его на твёрдом включении (окалина, раковина) и испортили один-два зуба. В этом случае можно затупить полотно на мягком материале (например, сделать несколько резов по обычной стали), чтобы сработался неровный участок. Но это скорее экстренная мера, а не система.
А вот пытаться заточить полотно, которое отработало свой ресурс (100-200 резов) — бесполезно. Зубья уже имеют микровыкрашивания и усталость металла. Такое полотно всё равно сломается очень быстро.
Так что делать, когда полотно затупилось?
Правильная стратегия — не заточка, а профилактика и своевременная замена.
Вот что реально работает:
- Правильно подбирайте полотно под материал. Для нержавейки и твёрдых сплавов нужна М51, для мягкой стали — М42. Шаг зуба должен соответствовать толщине заготовки (мелкий для тонких труб, крупный для прутка).
- Соблюдайте скорость и подачу. Не гонитесь за скоростью. Для вязких материалов скорость ленты должна быть 20–40 м/мин, подача — равномерная, без рывков.
- Охлаждение — обязательно. Даже самая качественная лента без СОЖ перегревается и тупится в 3–5 раз быстрее.
- Следите за состоянием станка. Изношенные направляющие, неправильное натяжение, биение шкивов — всё это убивает полотно быстрее, чем сам материал.
- Ведите учёт. Записывайте, сколько метров или сколько резов вы сделали каждым полотном. Как только заметили ухудшение качества — меняйте не задумываясь.
И главное: помните, что ленточное полотно — это расходник. Оно не должно служить вечно. Замена полотна — это нормальная часть процесса, как замена масла в двигателе или бензопилы цепи. Экономия на расходниках часто выливается в гораздо большие траты на ремонт станка и переделку бракованных деталей.
Коротко о главном
- Заточка ленточных полотен в домашних или полукустарных условиях — это, как правило, пустая трата денег. Восстановить заводскую геометрию невозможно.
- Работа тупым полотном ведёт к перегрузке станка, браку и риску поломки оборудования.
- Инвестируйте не в сомнительную заточку, а в правильную эксплуатацию: подбор полотна, оптимальные режимы и качественное охлаждение.
- Если сомневаетесь, подойдёт ли полотно для вашего материала — лучше проконсультируйтесь с поставщиком. Правильно подобранное полотно отработает свой ресурс и сломается только когда придёт время. А неправильное — будет создавать проблемы с первого дня.
И последнее: если вам предлагают услуги заточки ленточных полотен, спросите — на каком оборудовании и с каким контролем геометрии? В 99% случаев ответ вас разочарует. Не ведитесь на дешевизну.