Литьё под давлением долгое время оставалось вотчиной больших серий. Высокая стоимость и длительное изготовление пресс-форм делали запуск нового изделия дорогим и далеко не оперативным. Не секрет, что для этого требуется оснастка, испытания, часто оснастка дорабатывается и процесс повторяется. И только после этого уже отдают литейную оснастку в производство на ТПА.
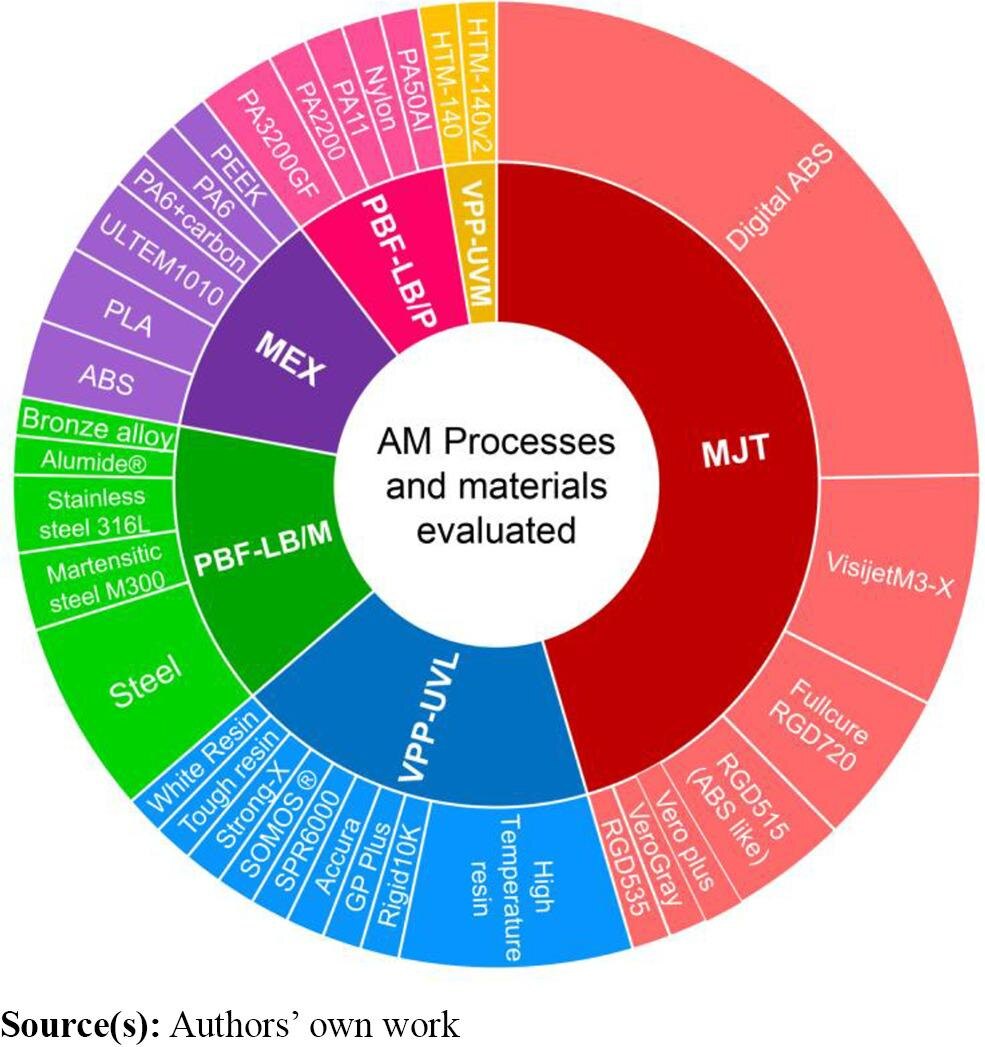
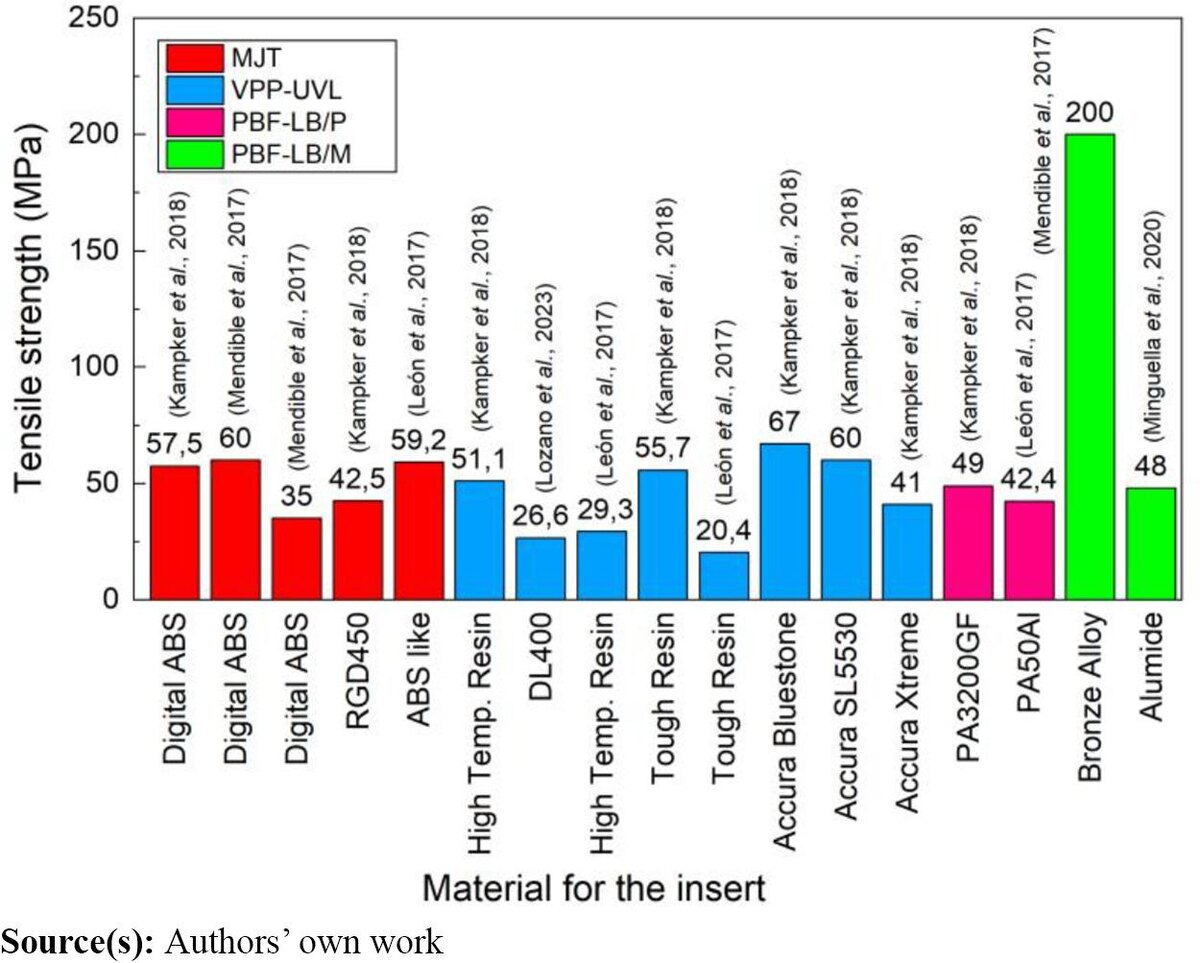
Авторы первого систематического обзора по аддитивным вставкам для литья пластмасс проанализировали 67 релевантных статей за 2013–2024 годы по методологии PRISMA. Вывод: в литературе наиболее зрелыми признаны три технологии — струйная печать (Material Jetting/MJ), фотополимеризация в ванне (VPP/SLA) и синтез на подложке/лазерное сплавление металлов (L-PBF/SLM). Очевидно, что по максимальному числу успешных циклов лидирует металл: более 500 циклов. Полимерные вставки отстают: фотополимерные выдерживают до 85, MJ/PolyJet — до 116. Но здесь важно понимать, что заявленный максимум — не паспортная характеристика. Количество циклов сильно зависит от геометрии детали, материала отливки и параметров литья. Наибольшее влияние на долговечность вставок оказывают давление впрыска, температура формы и температура впрыска.
И это только часть картины. Аддитивное производство вставок не сводится к замене материала. Там, где сталь ограничивает конструктора прямыми каналами, АТ позволяет выйти за эти ограничения. Конформное охлаждение — самое обсуждаемое преимущество. Каналы, повторяющие контур детали, сокращают время цикла и снижают риск коробления литьевых полимерных деталей. Но за кажущейся простотой скрывается инженерная задача. Даже в рамках этого обзора исследователи не дают готовых цифр, подчёркивая: влияние геометрии и режимов настолько велико, что экстраполировать данные с одной детали на другую нельзя.
Возникает пространство между прототипированием и серийным инструментальным производством. Там, где раньше на оснастку уходили недели, сегодня можно:
— быстро проверить конструкцию,
— протестировать геометрию,
— провести инженерные итерации,
— выпустить малую серию,
— снизить стоимость ошибки на старте.
АТ — не панацея от всех бед, они не вытесняют традиционное производство, но становятся частью общей цепочки, закрывая самые медленные и дорогие по неопределённости этапы. Использование гибридной логики, применяя лучшее из двух миров, будет по достоинству оценено инженерами, технологами и дизайнерами предприятий.
Логика 👂 слоя
◖ Быть в курсе АП ◗
◖ Прислать новость ◗