СТАЛЬ .
Аннотация. В статье приведены сведения о основных конструкционных материалах, корпусах сосудов и аппаратов, деталях трубопроводов,металлических конструкциях, сталях углеродистых (обыкновенного качества), низколегированных конструкционных (углеродистых качественных, легированных), высоколегированных (коррозионностойких, жаростойких и жаропрочных)
Сведения подобраны из разных источников, сконцентрированы, с целью детального ознакомления и применения в конструкциях.
Ключевые слова:сплав железа с углеродом,специальные добавки легирующих элементов, предел прочности,предел текучести,
химические аппараты, сосуды, корпуса сосудов и аппаратов, металлопрокат.
Мамедов Александр Нусратович, главный специалист компании. Ташкент, тел. Моб. +998946351672,e-mail: mamedov_46@mail.ru,.
Создание конструкции, новой установки, изделия – это очень длинный и трудоемкий путь, труд многих людей. Но он начинается на чертежной доске или на дисплее конструктора. Успех дела, в целом, зависит от решения задачи конструктором, конструкторским коллективом. Создаваемая конструкция аппаратуры должна быть не только технически совершенной, отвечающей всем требованиям современного уровня машиностроения, но и технологичной в изготовлении, экономичной. Так как стоимость изделия в значительной мере определяется стоимостью примененных для его изготовления материалов, то при всех прочих равных условиях предпочтение должно быть отдано более дешевым и менее дефицитным материалам. Необходимо также стремиться к максимально возможному, без ущерба для конструкции, сокращению номенклатуры применяемых марок материалов и типоразмеров. Инженеру-конструктору, прежде всего в работе, необходимы знания и информация о стандартных и типовых конструкциях, стандартных изделиях и материалах. Наряду со знанием стандартных изделий, строительных серий, типовых решений и целых проектов при конструировании необходимы знания материалов, из которых создаются конструкции. Изобретатели, совершающие различные шаги в этой области, без глубокого знания специфики материалов, сразу оказываются в плену массовых нарушений, вынуждены выходить из положения с помощью специалистов, в корне меняя облик своей конструкции. Основными конструкционными материалами, из которого формируются конструкции, является сталь.Сталь - это тот материал, который способен обеспечить создаваемому изделию,прежде всего, прочность его конструкции.
Сталь это сплав железа с углеродом. Кроме этих основных компонентов в состав стали входят и другие химические элементы. В зависимости от влияния дополнительных химических элементов на свойства стали их делят на легирующие добавки и вредные примеси.
Стали углеродистые (обыкновенного качества), низколегированные конструкционные (углеродистые качественные, легированные), высоколегированные (коррозионностойкие, жаростойкие и жаропрочные), свойствами являются основными конструкционными материалами для сварной, кованой и литой аппаратуры самых различных классов, типов и химико-технологического назначения.
В настоящее время металлургической промышленностью освоен широкий ряд марок сталей, которые и рекомендуется применять,прежде всего, в аппаратах для газовой,нефтяной,химической индустрии. В аппаратостроении основным способом выполнения металлических неразъемных соединений является сварка. Хорошая свариваемость металлов является одним из основных и необходимых условий, определяющих пригодность материала для создаваемой конструкции.
Начнём повествование с самого начала, с получения стали. В последние годы во всем мире получил большое развитие наиболее производительный способ выплавки стали— в кислородных конвертерах. В настоящее время эксплуатируются кислородные конвертеры с массой плавки 100, 130 и 250 т; вводятся в строй и сооружаются конвертеры с массой плавки 350 и 450 т. При этом способе жидкий передельный чугун подвергается в конвертере обработке струей технически чистого кислорода, подаваемого сверху. Весьма важно поддержание чистоты кислорода на высоком уровне — 99,5%. При меньшем содержании кислорода в сталь попадает азот воздуха, сообщающий стали склонность к механическому старению н снижению хладостойкости. С развитием электрометаллургии и строительством крупных электропечей с массой плавки 150—250 т и более увеличилась выплавка строительной стали в электропечах. В электропечах получают наиболее качественную сталь, но это самая дорогая сталь, она применяется только для самых ответственных элементов конструкций.
Эта сталь отличается повышенной чистотой по содержанию вредных примесей — серы и фосфора.
Спокойная сталь раскисляется в сталеплавильном агрегате, а также в ковше при выпуске из печи. При этом в жидкий металл вводятся энергичные раскислители: марганец, кремний, алюминий, иногда кальций или титан. Эти элементы обладают большим сродством к кислороду, чем углерод, поэтому реакция окисления углерода прекращается и сталь перестаёт кипеть. Из-за отсутствия выделения газообразных продуктов окисления углерода, слитки спокойной стали гораздо однороднее по химическому составу, чем кипящей ,что приводит к получению более однородного проката. Содержание кислорода в спокойной стали менее высокое. Наличие продуктов раскисления и, главное, остаточного алюминия делает спокойную сталь менее склонной к росту зерна. Окисление углерода связано с образованием газообразных продуктов (СО и С02), вызывающих кипение металлической ванны,состоящей из расплавленного чугуна. По тому, как ведёт себя сталь при кристаллизации, сталь бывает кипящая, спокойная и полуспокойная. Кипящая сталь при разливке в изложницы кипит из-за интенсивного выделения растворённых в стали газов. Такая сталь более загрязнена и неоднородна. Наиболее неоднородна головная часть слитка, в ней наблюдается концентрация вредных примесей и углерода. Головную часть слитка (примерно 5% от общей массы), насыщенную примесями и дефектами, не используют, отрезают и направляют на переплавку. Кипящие стали плохо сопротивляются хрупкому разрушению и склонны к старению. В связи со свойствами кипящей стали её не используют для ответственных конструкций. Раскисленные стали не кипят при разливке и называются спокойными. Прочностные свойства и сопротивляемость хрупкому разрушению, особенно в прокате значительной толщины, спокойной стали выше, чем кипящей. углеродистая сталь для наиболее ответственных конструкций, а также подавляющее большинство низколегированных сталей повышенной и высокой прочности выплавляются спокойными. Спокойные стали более однородные и менее хрупкие, чем кипящие стали, хорошо свариваются и сопротивляются динамическим воздействиям.
Промежуточное положение между кипящими и спокойными сталями занимают полуспокойные, которые расчисляются меньшим количеством раскислителя, что и определяет свойства полуспокойных сталей.
Сталь поликристаллический материал, она состоит из большого числа кристаллов или зёрен произвольно ориентированных друг относительно друга. Каждый кристалл (зерно) обладают анизотропными свойствами, однако наличие в стали множества мелких и по разному ориентированных зёрен ведёт к тому, что в среднем по всем направлениям сталь имеет одинаковые свойства. Зерна, образующие сталь, делятся на феррит, цементит и перлит.
Зерна феррита занимают основной объем стали, они состоят из чистого железа. Цементит это карбид железа FeC3. Перлит представляет собой смесь феррита и цементита. Феррит пластичный и относительно мало прочный материал, цементит хрупкий и прочный, а перлит обладает промежуточными свойствами. Наличие таких разных по свойствам зёрен в структуре стали проявляется в работе стали под нагрузкой.
Значительное влияние на структуру, а значит и на механические свойства стали оказывает скорость остывания. При быстром охлаждении зёрна очень мелкие, прочность стали получается больше, но пластичность её при этом снижается. Быстрое охлаждение стали называется закалкой. Для увеличения пластичности закалённой стали её нагревают до температуры выше 700 градусов, выдерживают некоторое время, а затем охлаждают с контролируемой скоростью. При этом снижаются напряжения между зёрнами,пластичность стали увеличивается, а прочность стали снижается незначительно. Эта термическая процедура называется отпуск.
В зависимости от требований к свойствам стали и от ее назначения применяют стали различного химического состава. Стали, в которых отсутствуют специальные добавки легирующих элементов или имеется лишь небольшое их количество, обусловленное технологией выплавки, называют углеродистыми. обусловленное технологией выплавки, называют углеродистыми. По содержанию углерода раз¬личают низкоуглеродистые (малоуглеродистые) (до 0,25% С), среднеуглеродистые (0,3—0,6% С) и высокоуглеродистые (свы¬ше 0,6% С) стали. Для сварных строительных металлоконструкций используют глав¬ным образом стали с низким содержанием углерода, поставляемые по ГОСТ 380—71*, ГОСТ 6713—75, ГОСТ 14637—69* и в отдельных случаях, например в виде труб, по ГОСТ 1050—74*. Стали, в которые специально вводятся легирующие добавки для обеспечения требуемых свойств, называются легированными. Они могут содержать одни, два, три и более легирующих элементов. Различают марганцовистую, хромистую, кремнемарганцовистую, хромоиикелевую, хромокремнемарганцовнстую, хромоиикельмолибденовую и другие легированные стали.
Легированные стали с небольшим содержанием легирующих элементов и с низким содержанием углерода, используемые в строительстве, машиностроении и судостроении для изготовления сварных металлоконструкций, выделены в особую группу, их называют низколегированными.
Стали с общим содержанием легирующих элементов (по массе) более 10% при содержании одного из элементов не менее 8% называются высоколегированными. Эти стали являются носителями особых свойств: коррозионной стойкости, жаростойкости, жаропрочности, хладостойкости при низких с5трицательиых (криогенных) температурах.
Обычно в строительных конструкциях металлопрокат используется в том состоянии, в котором он выпускается металлургическими заводами. Поэтому работоспособность конструкций зависит от состояния поставки стали. В большинстве случаев металлопрокат поставляется непосредственно после горячей прокатки. В этом состоянии сталь редко обладает оптимальным комплексом свойств. Возможна также поставка стали в термически обработанном состоянии. Различают два основных вида термической обработки строительной стали: нормализацию и термическое улучшение. Нормализацией называется нагрев до 900—• 950° С с последующим охлаждением на воздухе. Нормализация измельчает структуру, делает ее более однородной, повышает вязкие и пластические свойства стали. Термическое улучшение включает закалку — резкое охлаждение проката после нагрева до 890—950° С (обычно в воде или водяным душем) — и отпуск, нагрев и выдержка при 550—700° С. Главная цель термического улучшения — повысить прочностные показатели стали. При этом также существенно повышается сопротивляемость металла хрупкому разрушению.
Прогрессивный способ получения стальных заготовок осуществляется методом непрерывного литья. Разливка стали производится на установках непрерывной разливки стали (УНРС) в сочетании с кислородными конвертерами. Наибольшая производительность обеспечивается при их совместном сочетании , их работе. В этом случае достигается равенство циклов выпуска стали из конвертера и разливки её на УНРС, благодаря чему жидкий металл может подаваться на установку непрерывно в течение длительного времени. Непрерывная разливка стали имеет следующие преимущества перед обычной разливкой: на 10 … 15% сокращается расход металла на 1 т годного проката вследствие уменьшения обрези головной и донной части заготовки, сокращаются капитальные затраты на изготовление парка чугунных изложниц, которые полностью исключаются при данном техпроцессе, отсутствуют участки для подготовки изложниц и извлечения слитков из них, полностью отсутствуют дорогостоящие блюминги и слябинги, на которых крупные слитки обжимаются в заготовку для последующей прокатки; создаются условия для полной механизации и автоматизации процесса разливки; благодаря ускорению затвердевания повышается степень однородности металла, улучшается его качество. Стальные отливки льют в длинные кристаллизаторы (1000 … 1500 мм). Для получения отливок с внутренними полостями в кристаллизатор устанавливают стержень соответствующего сечения. На установках непрерывной разливки стали УНРС отливаются заготовки квадратного сечения размером от 50x50 до 300x300 мм, плоские слябы толщиной от 50 до 300 мм и шириной от 300 до 2000 мм, круглые заготовки (сплошные и с внутренней полостью) диаметром от 100 до 550 мм, из которых получают трубы, сортовой и листовой прокат, поковки. Выход годных заготовок может достигать 96... 98 % массы разливаемой стали, поверхность получаемых слитков отличается хорошим качеством, а металл слитка - плотным и однородным. Благодаря своим преимуществам непрерывная разливка стали принята в качестве основного способа разливки во всех вновь сооружаемых сталеплавильных цехах и будет широко использоваться при реконструкции действующих заводов.
Сталь по химическому составу делится на две группы: углеродистую и легированную, по качеству - на сталь обыкновенного качества, качественную, повышенного качества, высококачественную и особовысококачественную.
Углеродистой сталью называется сплав железа с углеродом ( содержание углерода до 2%) с примесями кремния, серы и фосфора, причем главной составляющей, определяющей свойства, является углерод.
Процентное содержание элементов в стали примерно следующее: Fe - до 99,0; С - 0,05-2,0; Si - 0,15-0,35; Mn - 0,3-0,8; S - до 0,06; P - до 0,07.
К недостаткам углеродистой стали относятся:
· отсутствия сочетания прочности и твердости с пластичностью;
· потеря твердости и режущей способности при нагревании до 200° и потери прочности при высокой температуре;
· низкая коррозионная устойчивость в среде электролита, в агрессивных средах, в атмосфере и при высоких температурах;
· низкие электротехнические свойства;
· высокий коэффициент теплового расширения;
· увеличение веса изделий, удорожание их стоимости, усложнение проектирования вследствие невысокой прочности этой стали.
Легированной называется сталь, в которой наряду с обычными примесями имеются легированные элементы, резко улучшающие ее свойства: хром, вольфрам, никель, ванадий, молибден и др., а также кремний и марганец в большом количестве. Примеси вводятся в процессе плавки.
По химическому составу ( ГОСТ 5200) легированная сталь делится на три группы:
· низколегированная сталь - не более 2,5% примесей;
· среднелегированная - 2,5-10%
· высоколегированная - свыше 10%.
Легированная сталь обладает ценнейшими свойствами, которых нет у углеродистой стали, и не имеет ее недостатков. Применение легированной стали повышает долговечность изделий, экономит металл, увеличивает производительность, упрощает проектирование и потому в прогрессивной технике приобретает решающее значение.
Для строительных металлоконструкций сталь углеродистая обыкновенного качества применяется только сталь группы В с целью унификации, облегчения операций при заказе металла, снижения расходов при складировании и изготовлении конструкций допускается применение в проектах только четырех марок углеродистой стали: ВСтЗкп2. ВСтЗпсб, ВСтЗГпсб и ВСтЗпсб* (цифры в конце обозначения указывают категорию качества).
Для конструкций антенных сооружений, некоторых элементов покрытий зданий, а также для механических деталей, используемых в строительных металлоконструкциях, применяются углеродистая качественная и легированная конструкционные стали. Конструкционная сталь по указанным стандартам применяется, как правило, для деталей, подвергаемых потребителем термической обработке. Это сталь 20, сталь 35, сталь 35Х,сталь 40Х, сталь 45 и т.д.В марках стали числа и буквы обозначают: двузначные числа слева — примерное среднее содержание углерода в сотых долях процента; буквы справа от числа: Г — марганец, С — кремний, X — хром, Н — ни¬кель, Д — медь, Ф — ванадий, М — молиб¬ден, А — азот, П — фосфор, Ю — алюми¬ний; цифры после букв — примерное со¬держание соответствующего элемента в целых единицах, % (отсутствие цифры означает, что в стали содержится до 1 % указанного легирующего элемента); буквы «пс» в конце марки — полуспокойная сталь.
Нормами для стальных строительных конструкций регламентировано применение низколегированной стали следующих марок: 09Г2, 09Г2С, 14Г2, 10Г2С1, 10Г2С1Д, 15ХСНД, 15Г2СФ, 10ХСНД,Прн эксплуатации некоторых стальных конструкций их отдельные детали, элементы и узлы могут подвергаться действию очень низких (криогенных) температур, повышенных и высоких температур, агрессивной коррозионной среды, испытывая при этом значительные силовые воздействия. Для изготовления этих деталей, элементов и узлов могут быть использованы имеющиеся легированные и высоколегированные хладостойкие, теплоустойчивые, коррозионно-стойкие, жаростойкие и жаропрочные стали.теплоустойчивыми называются стали, выдерживающие длительную эксплуатацию под напряжением при температуре 450—■ 550° С, часто при непосредственном контакте с перегретым (водяным) паром высокого давления и другими агрессивными средами.
Коррозионно-стойкие стали, часто называемые нержавеющими, обладают стойкостью против электрохимической и химической коррозии, межкристаллитиой коррозии, коррозии под напряжением и др. Жаростойкие (окалиностойкие) стали характеризуются стойкостью против химического разрушения поверхности в газовых средах при температурах выше 550° С прн работе в не- нагружениом и слабонагружениом состоянии. Жаропрочные стали способны работать и нагруженном состоянии при высоких температурах в течение определенного времени и обладают при этом достаточной жаростойкостью.
Подразделение сталей на типы, классы
Тип, класс стали
Марка стали
Углеродистый
Ст3, 10, 20, 15К, 16К, 18К, 20К, 22К, 20ЮЧ
Низколегированный марганцовистый, марганцово-кремнистый
16ГС, 17ГС, 17Г1С, 09Г2С, 10Г2СФ, 09Г2, 10Г2С1, 10Г2, 10Г2С1Д, 09Г2СЮЧ, 16ГМЮЧ, 09Г2СФБ
Мартенситный*
15X5, 15Х5М, 15Х5ВФ, 12Х8ВФ, 20X13, Х9М, 12X13
Ферритный
08X13, 08X17Т, 15Х25Т
Аустенитно-ферритный
08Х22Н6Т, 12Х21Н5Т, 08Х18Г8Н2Т, 15Х18Н12С4ТЮ
Аустенитный
10Х14Г14Н4Т, 08Х18Н10Т, 08Х18Н12Б, 10Х17Н13М2Т, 08Х17Н15М3Т, ОЗХ17Н14М3, 12Х18Н12Т, 02Х18Н11, 02Х8Н22С6, 03Х19АГЗН10Т, 07ХГ3АГ20, 12Х18Н10Т, 12Х18Н9Т, 03X21Н21М4ГБ
Сплавы на железоникелевой и никелевой основе
06Х28МДТ, 03Х28МДТ, ХН32Т
* Стали указанного типа и класса склонны к подкалке.
Аппараты нефтехимических производств наиболее ответсвенные изделия. При выборе материалов для изготовления сборочных единиц аппаратов, деталей должны учитываться: расчетное давление, температура стенки (минимальная отрицательная и максимальная расчетная), химический состав и характер среды, технологические свойства и коррозионная стойкость материалов.
Маркировка должна находиться на стороне листа и плиты, не соприкасающейся с рабочей средой, в углу на расстоянии 300 мм от кромок.
Маркировка должна содержать следующие данные:
марку стали (для двухслойной стали - марки основного и коррозионностойкого слоя);
номер партии-плавки;
номер листа (для листов с полистными испытаниями и двухслойной стали);
клеймо технического контроля.
Готовое днище сосуда, являющееся товарной продукцией, должно иметь маркировку:
товарный знак или наименование предприятия-изготовителя;
номер днища по системе нумерации предприятия-изготовителя;
марку материала;
условное обозначение;
клеймо технического контроля.
Маркировка наносится в соответствии с требованием норм. Маркировка должна находиться на наружной выпуклой поверхности днища.
При выборе материалов для изготовления аппаратов должны учитываться: расчетное давление, температура стенки (минимальная отрицательная и максимальная расчетная), химический состав и характер среды (коррозионно-активная, взрывоопасная, токсичная и т.п.).
Материалы, из которых изготавливаются корпуса, днища, крышки, фланцы, трубы, крепежные изделия и т.п. сосудов и аппаратов должны быть сертифицированы.
Для частей аппарата, работающих под давлением, листовая углеродистая и низколегированная сталь толщиной 6 mm и более должна проходить полистные испытания механических свойств.
Для сталей аппаратов, сосудов и сварочных материалов в эксплуатации контактирующих с сероводородсодержащей средой обязательны следующие дополнительные свойства.При изготовлении сосудов и аппаратов из углеродистой стали в обязательном порядке должна применяться спокойная сталь, выплавленная в мартеновских, электрических печах или кислородных конверторах. Суммар-ное содержание Сu+Ni+Cr+Mo, не более 0,60 %. При этом в химическом со-ставе стали ограничивается максимальное содержание элементов: С ≤ 0,15; Si ≤ 0,35; Mn ≤ 1,0; P ≤ 0,015; S ≤ 0,006; Nb ≤0,04; V ≤0,07; Cu ≤0,3; Cr ≤ 0,3; Ni ≤ 0,1; Mo ≤ 0,1. Уровень марганца Мn может быть увеличен на 0,05 % на каждый 0,01 % уменьшения содержания углерода С до максимального уровня марганца 1,45 %.
Металл аппаратов, сосудов и труб, контактирующих с сероводо-родсодержащей средой должен отвечать следующим условиям:
- ударная вязкость по Менаже при температуре минус 40 °С не ниже 4,0 kgf•m/сm2;
- ударная вязкость по Шарпи при температуре минус 20 °С не ниже 3,0 kgf•m/сm2;
- предел прочности σв не менее 45 kgf•m/сm2;
- предел текучести σ тек не менее 32 kgf•m/сm2.
- отношение предела текучести к пределу прочности не более 0,8;
- относительное удлинение не менее 20 % .
должен быть не более 0,38.
Листовая сталь с толщиной листа 20 mm и более должна подвергаться 100 % контролю сплошности УЗК или другим равноценным методом. Показатели качества не ниже норм API, ASTM.
Основной материал труб, аппаратов, сосудов и сварочные материалы в эксплуатации контактирующих с сероводо-родсодержащей средой :
должны быть испытаны на стойкость против сероводородного растрески-вания:
а) по методике NACE ТМ 01-77 в течении 720 часов при напряжении 0,8 от минимального предела текучести в растворе В (SSCC тест);
б) по методике NACE ТМ 02-84 в растворе В (HIC тест) с результатом по-сле 96 часов испытаний:
- показатель длин трещин CLR < 3
- показатель толщин трещин CTR → 0
Твердость материала не более 237 НV.
Величина зерна металла не крупнее 8 балла. Испытания по зерни-стости проводятся по ASTM и ГОСТ.
Металл трубы, листов, поковок, проката коррозионностойкой стали должен быть проверен на стойкость против межкристаллитной коррозии.
Поковки из углеродистых сталей, имеющие один из габаритных размеров более 200 mm и толщину более 50 mm, следует подвергать 100 % УЗК или другому равноценному методу.
Материал крепежных изделий фланцевых соединений должен назначаться в зависимости от давления среды при этом величины коэффициентов линейного расширения крепёжных изделий и фланцев не должен отличаться свыше 10 %.
Гайки и шпильки должны изготавливаться из сталей разных марок. Твердость шпильки должна превышать твердость гайки на 15НВ
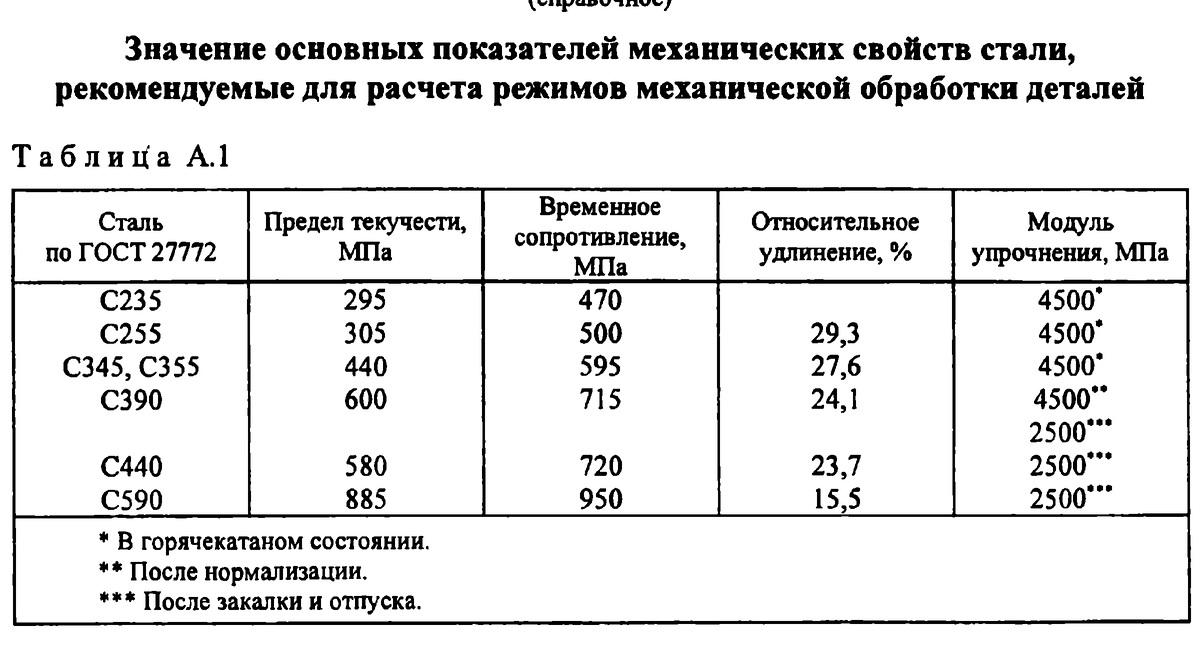
Испытание стальных образцов на растяжение показало, что при нагружении до напряжений, равных пределу пропорциональности сталь
работает упруго в соответствии с законом Гука, после снятия нагрузки на этой стадии деформации исчезают. С ростом напряжений выше предела пропорциональности начинают происходить сдвиги в отдельных зёрнах феррита, пропорциональность между деформациями и напряжениями нарушается. На этой стадии развитию плоскостей сдвига по всему образцу препятствуют более прочные зёрна перлита и цементита. Дальнейшее увеличение напряжений ведёт к тому, что плоскости сдвига пронизывают всё сечение. Деформации при этом растут без увеличения напряжений. На диаграмме появляется площадка текучести, длина которой составляет от 1,5 до 2,5%. Площадка текучести ограничивается из-за того, что развитие плоскостей сдвига сдерживается на границах зёрен. Ограничение распространения плоскостей сдвига требует для роста деформаций увеличения напряжений, а на диаграмме появляется участок, называемый стадией самоупрочнения. При приближении напряжений к временному сопротивлению в растягиваемом образце возникает утонение (шейка). При дальнейшем росте напряжений именно в шейке и происходит разрыв растягиваемого образца. По прочности стали делят на три группы. Стали обычной прочности
(предел текучести до 29 кН/см2 ), стали повышенной прочности (предел текучести от 29 до 40 кН/см2 ), стали высокой прочности (предел текучести больше 40 кН/см2 ). На рис.1.1 показана диаграмма работы стали на растяжение.
Рис.1.1. Диаграмма работы стали.
Для определения механических свойств стали проводят испытания образцов на растяжение. При испытании на растяжение образцов из стали
обычной прочности на диаграмме «деформация-напряжение» после упругого участка, где справедлив закон Гука, наблюдается при напряжениях, равных пределу текучести, площадка текучести. На площадке текучести деформации растут без увеличения напряжений. Протяжѐнность площадки текучести для таких сталей достигает 2,5%. При достижении напряжения в образце временного сопротивления происходит разрыв стали. Удлинение при разрушении достигает 25%. Стали обычной прочности весьма пластичны, помимо протяжённой площадки текучести для них характерна значительная разница между пределом текучести и временным сопротивлением, которое составляет 0,6-0,7. Стали обычной прочности хорошо свариваются и имеют невысокую коррозионную стойкость.Стали повышенной прочности – это или низколегированные стали, или термоупрочненные углеродистые стали. Эти стали менее пластичны. Площадка текучести у них 1-1,5%, отношение предела текучести к вре- менному сопротивлению 0,7-0,8. Сталь имеет высокую ударную вязкость, что позволяет успешно использовать еѐ при пониженных температурах эксплуатации. Стали высокой прочности легированные и, как правило, термообработанные. Эти стали могут вообще не иметь площадки текучести на диаграмме растяжения. Для нормирования предела текучести используется напряжение, при достижении которого остаточная деформация составляет 0,2%. Отношение предела текучести к временному сопротивлению 0,8-0,9, что требует расчёта этих сталей только в упругой стадии. Увеличение содержания углерода в стали ведёт к росту прочности, но снижает пластические свойства и свариваемость стали. В строительных сталях содержание углерода ограничено величиной 0,22%, что позволяет её надёжно сваривать, а сами строительные стали – это малоуглеродистые стали. (Продолжение следует.)